Моделирование штамповки коленчатого вала для "Уральской кузницы"
Решение
ПАО «Уральская кузница» – крупнейший в России производитель штампованной продукции из специальных сталей и сплавов. Уникальное кузнечно-штамповочное производство на базе тяжелых и сверхтяжелых агрегатов, основу которого составляют штамповочные молоты с массой падающих частей от 2 до 25 тонн, а также самый большой в мире бесшаботный молот с энергией удара 150 тонна-сил, позволяет изготавливать штамповки весом до 2,5 тонн и длиной до 4-х метров.
Целью проекта реализованного специалистами "Нова-Инжиниринг" был анализ контроля заполнения гравюры штампа, контроль макроструктуры поковки, просмотр полей температуры и сопротивления деформации. Предприятию не нужны были лишние эксперименты и потери в цехе - было принято решение смоделировать основные варианты техпроцесса, с целью выбора лучшего.
Исходные данные для моделирования в QForm
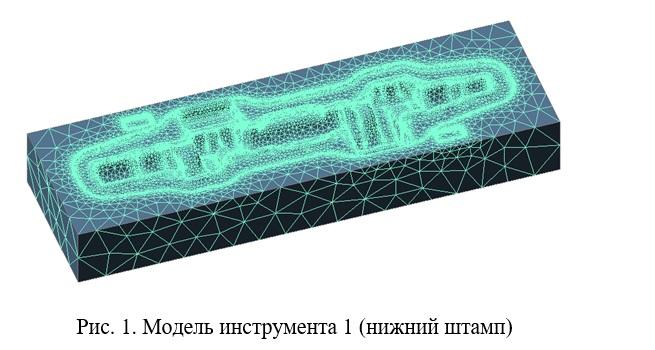
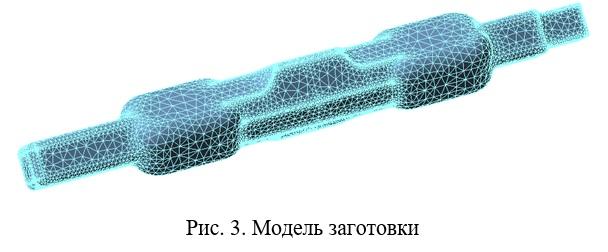
Для моделирования процессов штамповки в программе QForm использовалась геометрия инструментов и заготовки, представленные на рисунках справа от текста.
Параметры технологического процесса
- Оборудование: молот бесшаботный.
- энергия молота: 1470 кДж;
- распределение энергии по ударам: 50%; 70%; 70%; 100%; 100% и т. д.
- Вес падающих частей:
- Верх – 138 т.
- Низ – 144 т.
- Материал заготовки: 40Г.
- Температура заготовки: 1250оС.
- Температура верхнего и нижнего инструмента: 300оС.
- Время транспортировки заготовки от печи к молоту: 20 сек.
- Пауза перед первым ударом: 0 сек.
- Конечное расстояние между инструментами: 0 мм.
- Смазка для верхнего и нижнего инструментов: опилки.
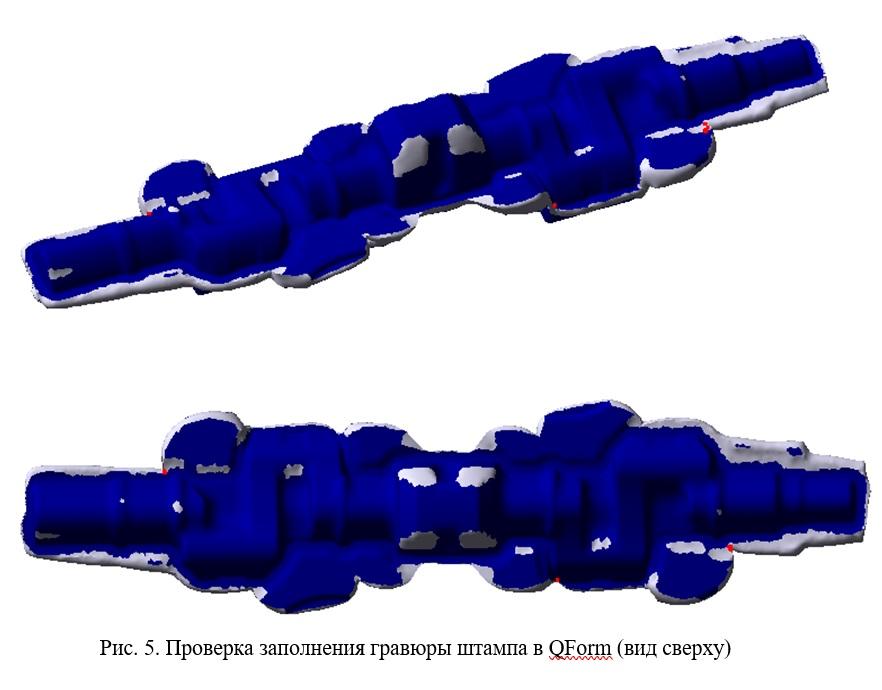
Контроль заполнения гравюры штампа
Моделирование процесса в QForm дало возможность проверить заполнение гравюры штампа при варьировании параметров технологического процесса и выбрать оптимальный вариант. В нашем случае заполнение произошло не полностью, на 15 ударе перемещение инструмента прекратилось. В трех местах в облойном слое программа показала образование складок в поковке (на рис. 5 – 6 выделены красными точками).
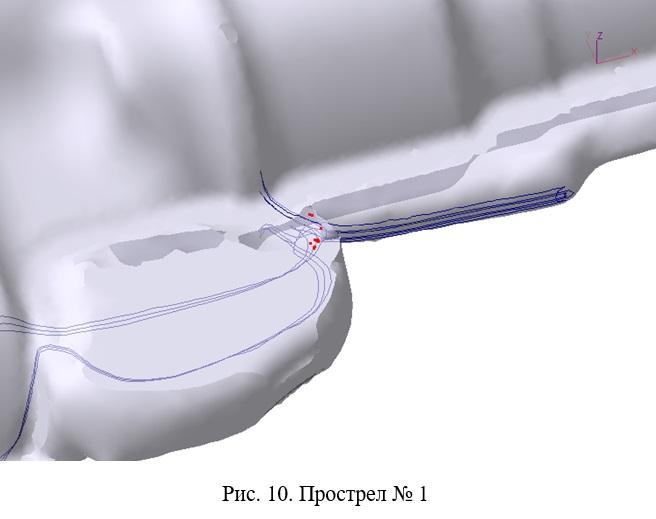
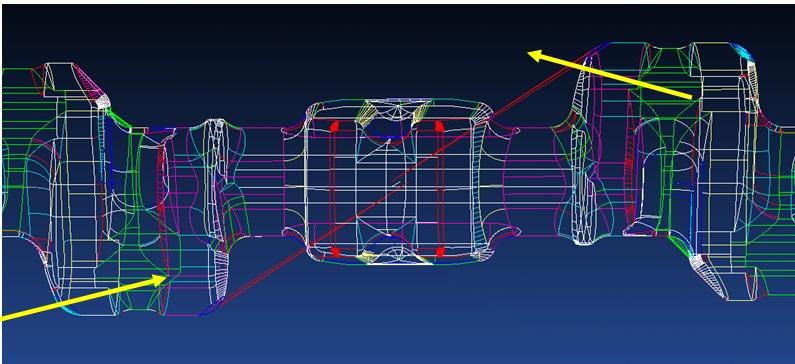
Контроль макроструктуры (проверка наличия дефектов)
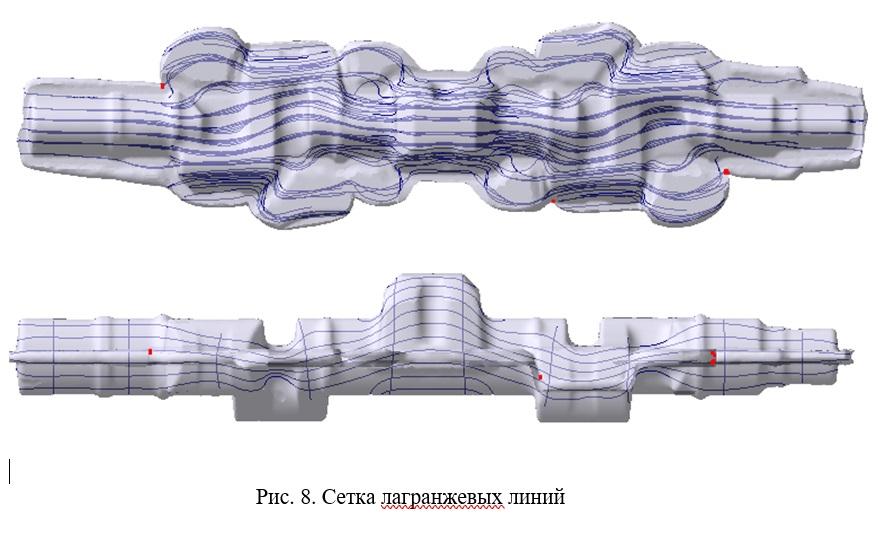
Лагранжевые линии позволили оценить внутреннее течение слоёв металла во всех направлениях. Этот механизм помог оценить расположение волокон. Также анализ макроструктуры дал возможность предвидеть образование дефектов, возникающих в поковке во время штамповки. Приповерхностные линии, изображенные на рисунках справа показали вероятность образования прострела в двух местах поковки.
На рисунках вы можете увидеть выдержки из нашего отчета, "пойманные" и устраненные дефекты, визуализацию процесса.
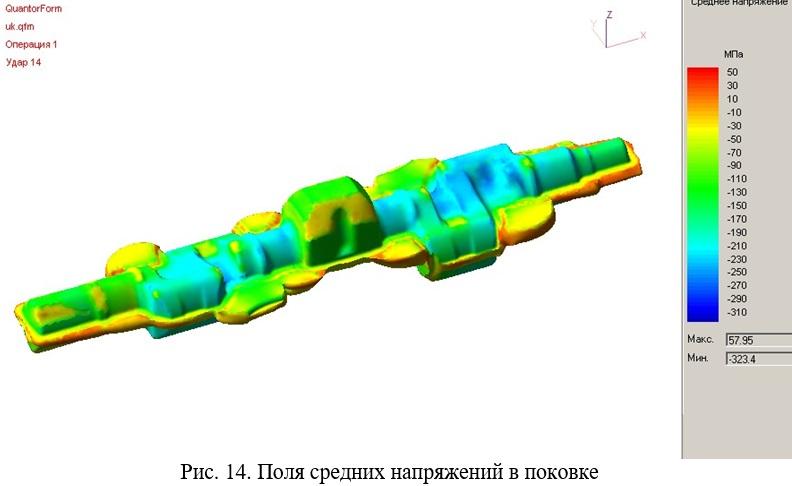
Проект выполненные в ПО QForm 3D позволил заглянуть внутрь процесса формоизменения заготовки и установить, что на периферии поковки металл наиболее нагрет из-за выделения тепла в ходе деформирования и меньшей площади контакта с инструментом. Мы выявили наиболее труднозаполняемые участки в ручье инструмента, наиболее нагруженные части инструмента, чтобы проанализировать причины незаполнения или образования дефектов в самой поковке.
Специалисты "Нова-Инжиниринг" определили поля температуры в поковке и сопротивления деформации, а также определили незаполнение штампа заготовкой, т. е. на стадии моделирования оптимизировали технологию и избежали лишних трат для предприятия.