Разработка технологии производства композитной двери для вагона метро
Решение
Целью проекта у Заказчика (название скрыто NDA) была разработка технологии производства двери вагона метро из полимерных композиционных материалов. Форма двери, как и самого вагона была нестандартна и похожа на стандартный параллелепипед. Вагон напоминал, скорее цилиндр. Поэтому и сами раздвижные двери должны были иметь изогнутую форму, что добавляло сложности в проектировании технологии.
Было принято решение опробовать и оптимизировать выбранную технологию в решении ESI PAM Composite. Заказчиком были предоставлены: CAD-модель, данные материала, связующего, места подачи/инжекции смолы, характеристики оборудования и оснастки.
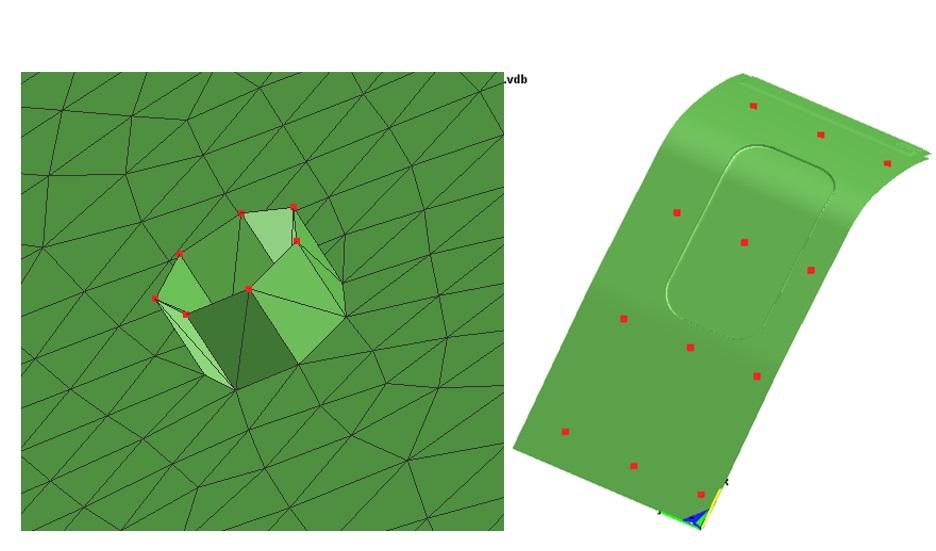
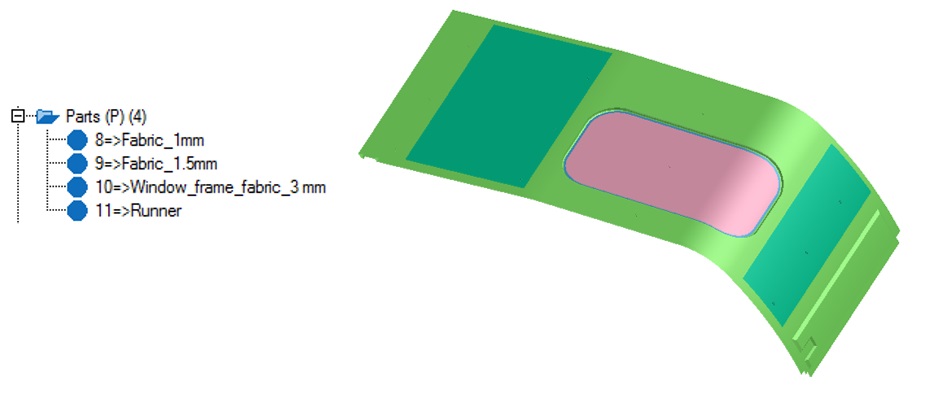
Сама модель была поделена на 4 группы – 3 части из композиционного материала (с разной толщиной) и одна часть – так называемый «раннер» (специальный материал с очень высокой проницаемостью и нулевым содержанием волокон.
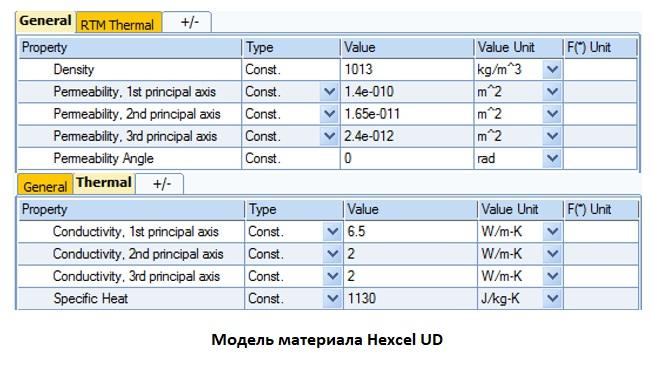
Свойства смолы (RTM6) предоставил поставщик смолы. В том числе был представлен перечень свойств, необходимых для моделирования условий дальнейшего отверждения. Армирующий материал был Hexcel UD, на основе волокон AS4. Свойства обоих материалов приведены на иллюстрациях справа (скрины из интерфейса нашего ПО).
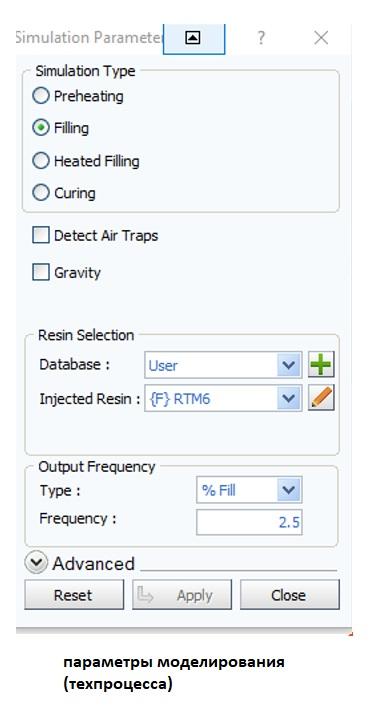
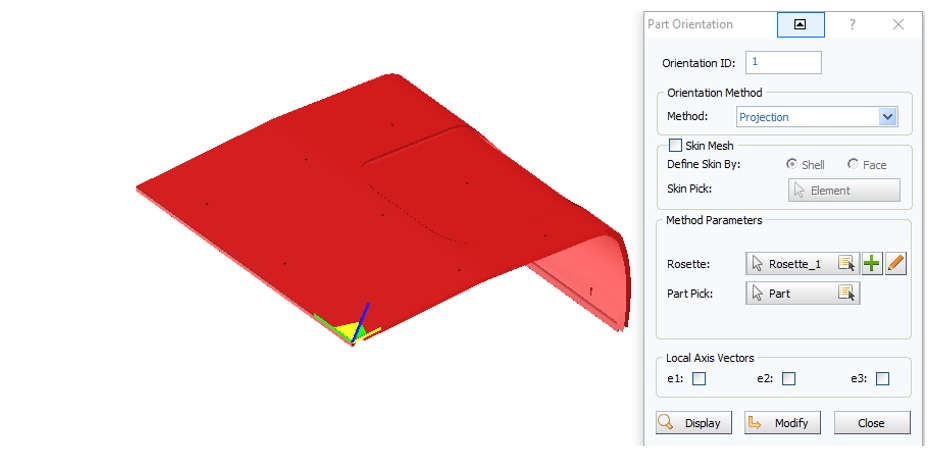
Далее проводился расчет изотермического заполнения связующим при 70 градуса Цельсия. Сохраняли результаты моделирования для последующего анализа каждые 2.5% хода процесса. Для ориентации детали (задание направлений основы и утка) мы использовали локальную систему координат с X и Y, направленными вдоль краев двери и стандартные методы проекции.
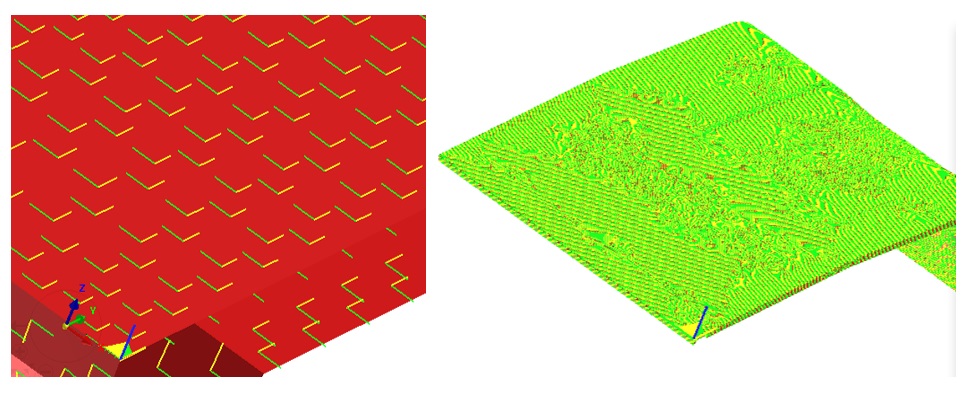
Для каждой из зон была подготовлена разметка, описанная Заказчиком в ТЗ. Учитывалась и толщина слоев и ориентация. Как было отмечено ранее, для области формирующей окно в двери использовался «раннер». Расход смолы был выставлен 31 литр в минуту и давление на уровне не более 0.7 атм. Всё согласно ТЗ.
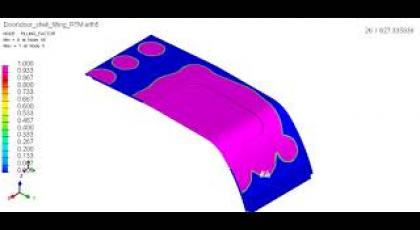
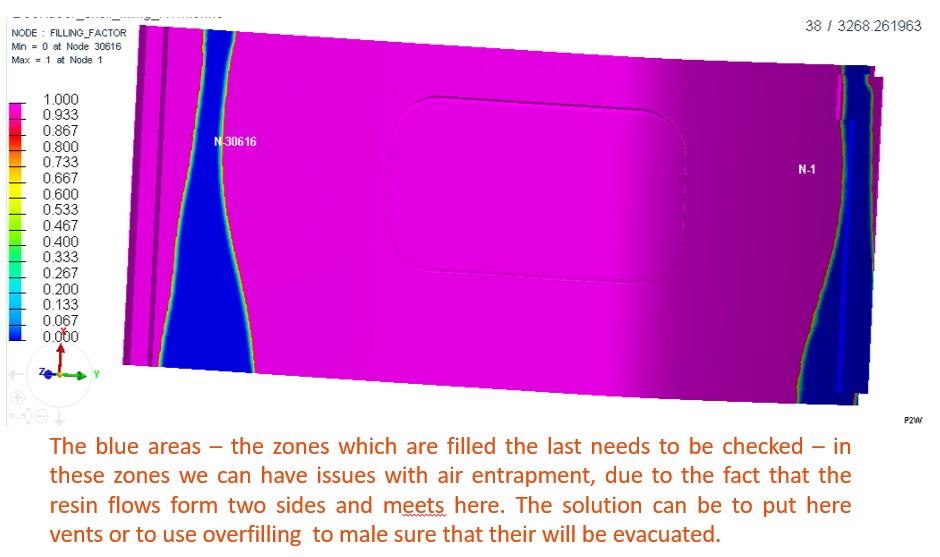
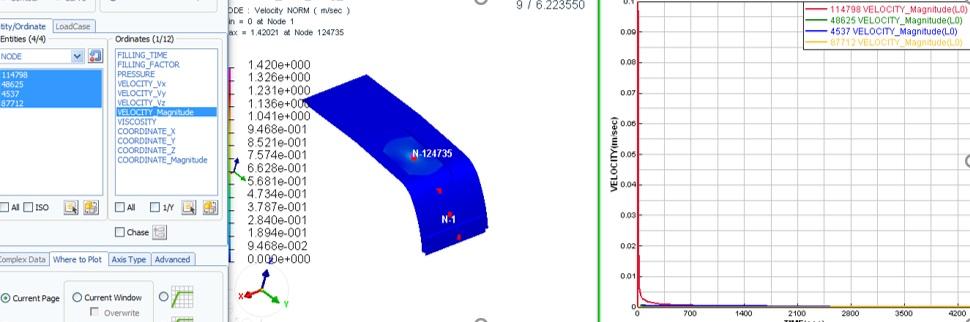
На видео справа Вы можете посмотреть динамику заполнения формы смолой. Синие зоны заполняются последними и в ходе моделирования был обнаружен захват воздуха, обусловленный направленными друг на друга потоками смолы, которые встречаются и запирают воздух. Сразу было предложено решение по добавлению вентиляционных отверстий в проблемном месте. Альтернативным вариантом могло быть использование переполнения формы, чтобы гарантировать отсутствие воздушных карманов, но Заказчик выбрал первый вариант (венты).
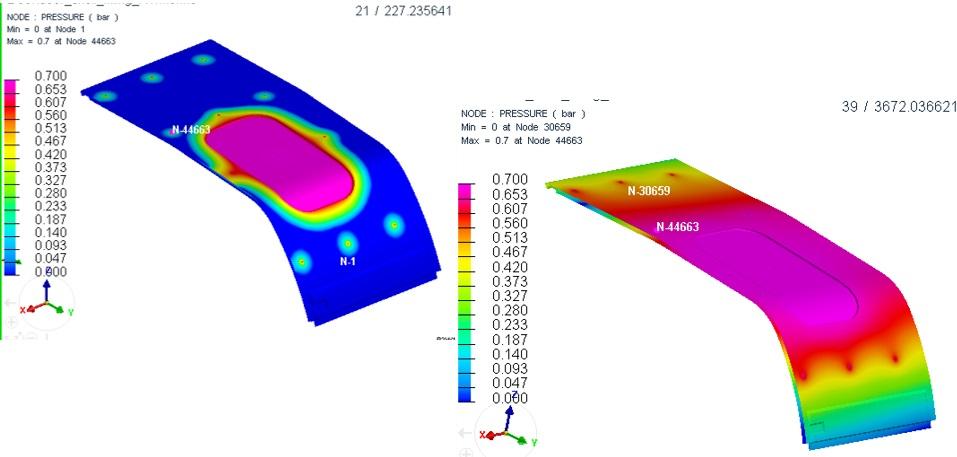
Заполнение формы заняло около 73 минут (а если точнее, то 4400 секунд), что было значительно выше ожиданий Заказчика. Поэтому было принято решение увеличить давление и скорость подачи связующего.
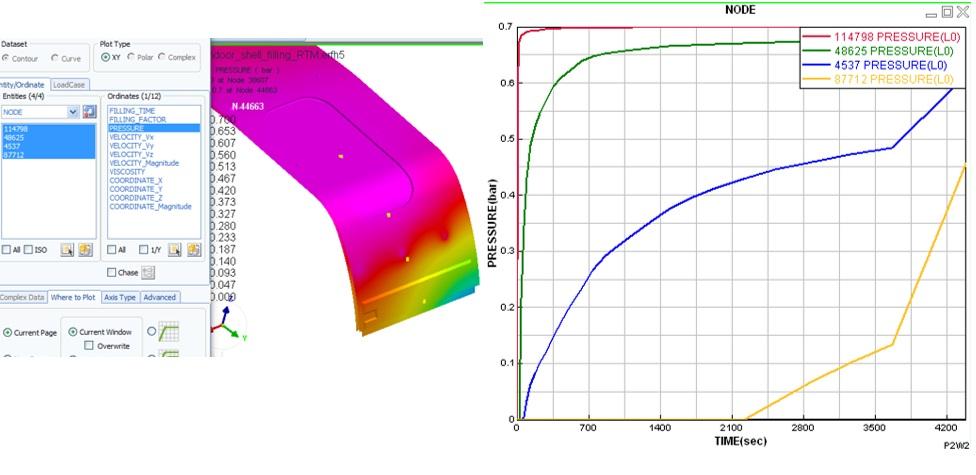
При анализе графиков давлений (также приведен на иллюстрациях) – давление вблизи области окна увеличивается очень быстро и чем ближе мы были к краю – тем больше увеличивалось давление (даже в зонах близких к точкам впрыска в конце двери). Графики скорости также показывают максимальный уровень скорости в области окна – 0,14 м /с. Через довольно короткое время, когда смола достигает ткани, скорость замедляется до 0,004 м/с.
Технология Заказчика в целом была рабочая и заполнение проходило неплохо. Однако, моделирование позволило избавиться от воздушных карманов и сократить время заполнения! В цеховых условиях и экспериментах эти «доводки» могли занять в 5-10 раз больше времени и дополнительно потраченных материалов, времени и средств.