Моделирование штамповки детали "Рычаг" для завода "УралТрансмаш"
Решение
Пример классического проекта компании "Нова-Инжиниринг" - моделирование процесса производства детали по новой технологии, оценка технологичности детали, анализ наличия конструкторских ошибок при проектировании штамповой оснастки и прогнозирование дефектов.
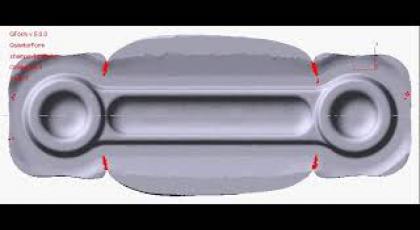
Изделие "Рычаг", над которым шла работа в проекте, после производства и обработки используется элемента ходовой части вагонов - у поездов и трамваев.
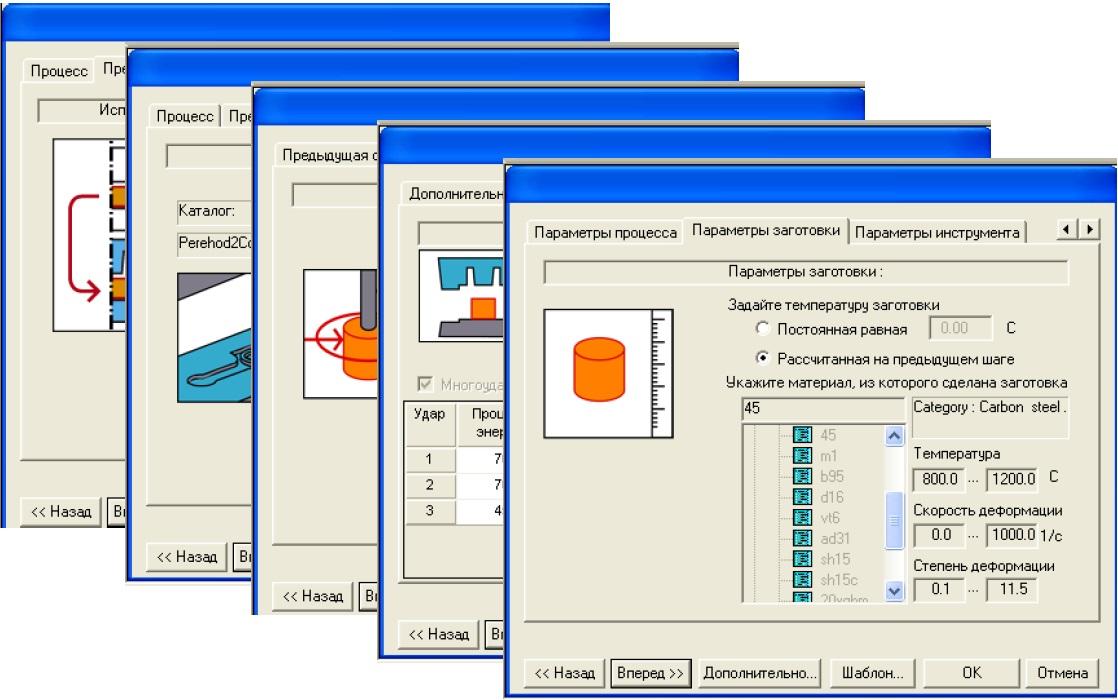
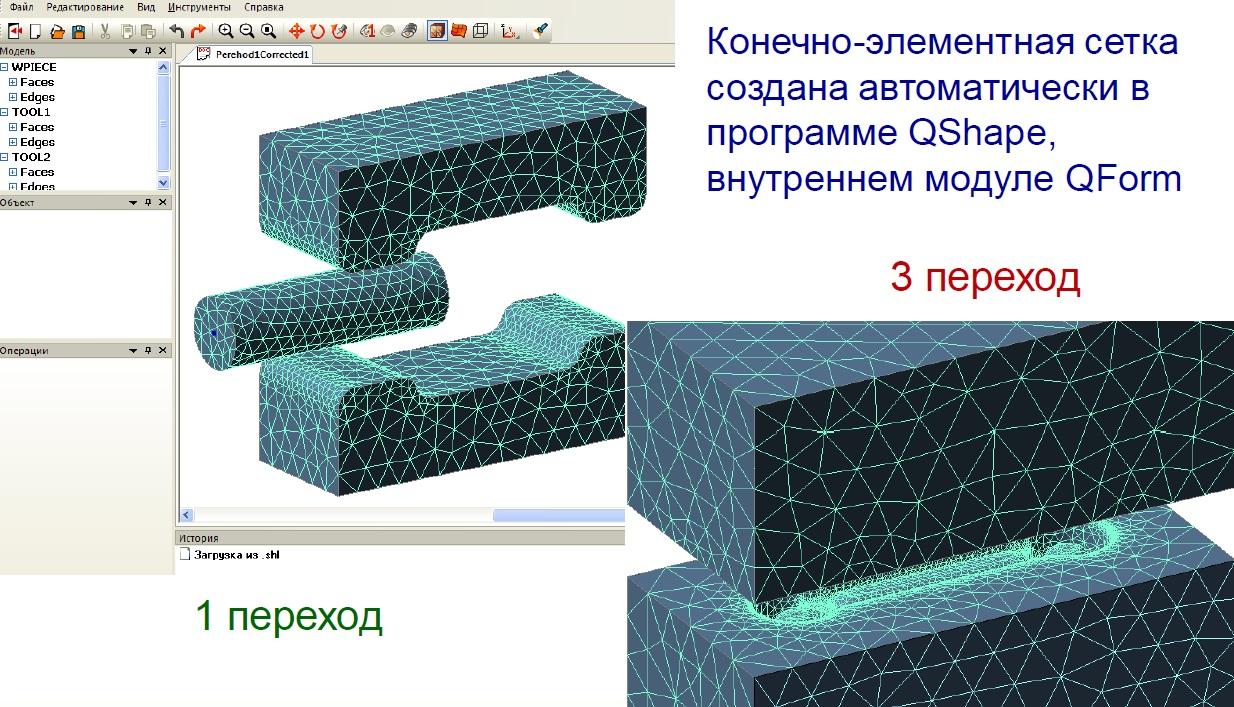
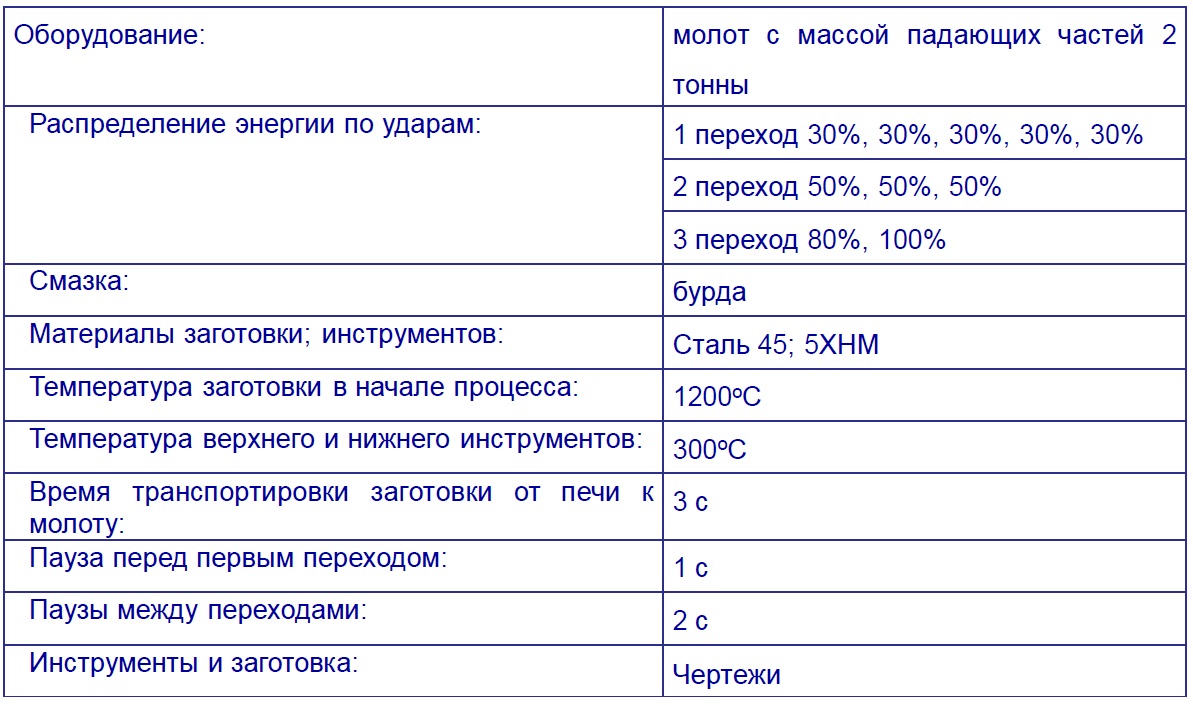
Исходные данные процесса приведены ниже в таблице. Иллюстрации с каждого этапа моделирования Вы можете найти справа от текста.
Проект выполнен в программе QForm 3D (Разработчик компания КванторФорм, г. Москва).
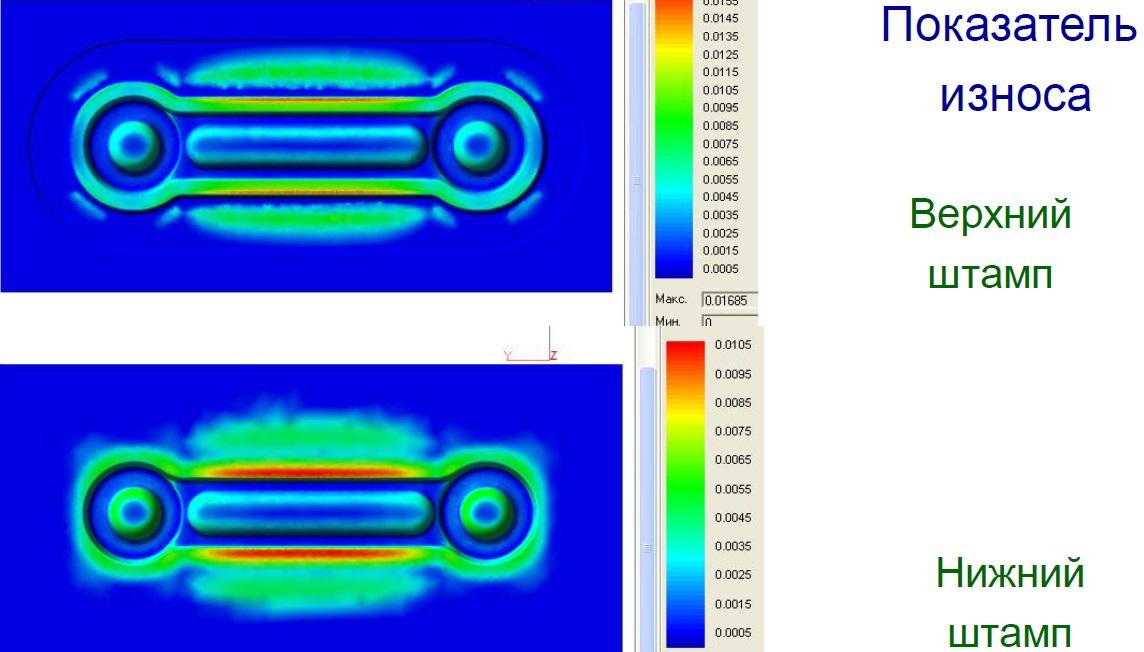
В расчете наши инженеры производили контроль образования дефектов (анализ мест расположения дефектов и причин их появления), оценку неравномерности износа и определение напряжений в штампе.
Начальный вариант штамповки на молоте показал следующие результаты:
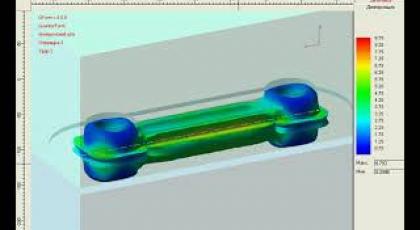
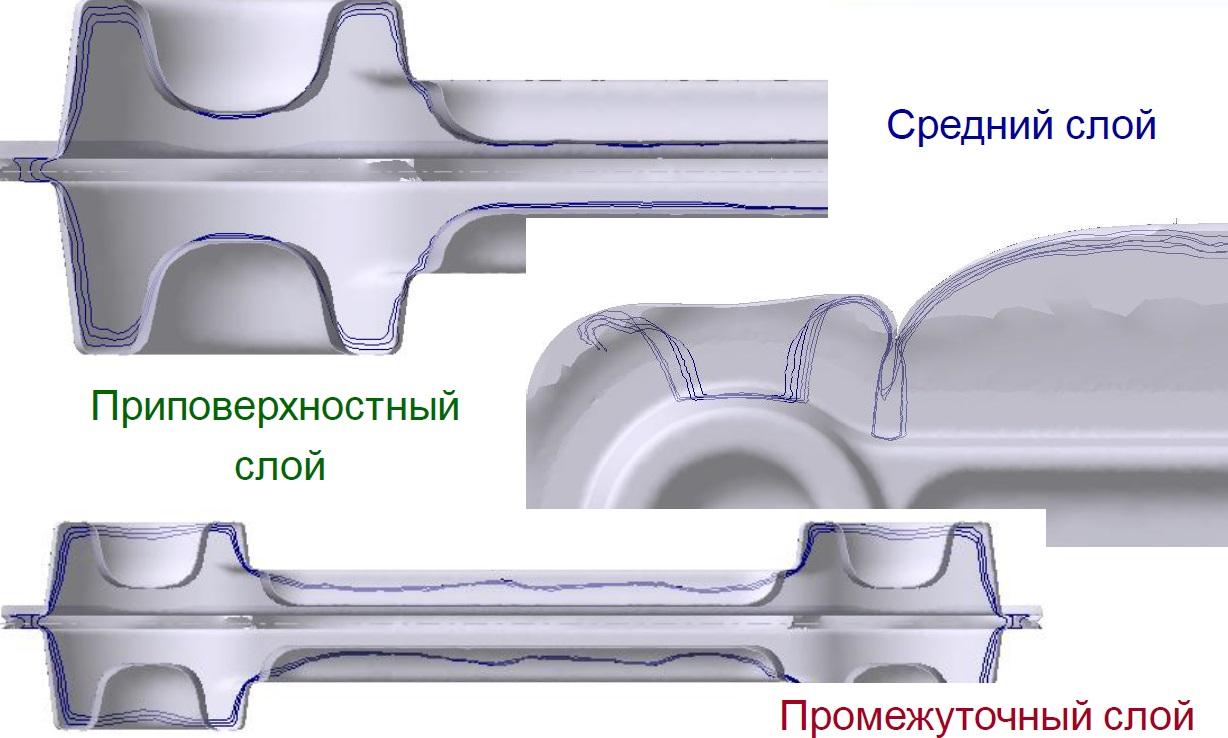
- На третьем переходе происходит полное заполнение профиля штампа.
- Дефекты типа «зажим» образовывались преимущественно в облое и незначительно влияли на качество получаемого изделия. Однако, моделирование показало вероятность образования зажимов на теле детали и это требовало внимание технологов.
- Наибольший износ штампов наблюдается в районе облойных канавок.
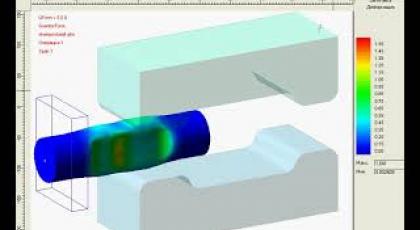
- Неправильное размещение заготовки в штампе на третьем переходе может привести к образованию дефектов в теле поковки.
В целом технология выглядела приемлемо и могла быть использована. Но сохранялась вероятность образования зажимов и дефектов в теле поковки при неправильном размещении заготовки в штампе. А учитывая серийность изделия (не менее 10 000 штук) потери могли быть значительные. Было принято решение об изменении формы заготовки для полного смещения зажимов в облой. Начальное положение заготовки определялось полностью человеческим фактором и нам оставалось лишь обратить внимание руководство о необходимости ввести дополнительный контроль соблюдения техпроцесса рабочим составом во избежание повышения дефектности моделирования.
Проект был признан успешным, заготовка оптимизирована. На протяжении следующих двух лет нами было выполнено еще 3 расчета, но получаемых из листа. Об этих проектах Вы сможете прочитать на отдельной странице сайта.