Моделирование процесса производства детали "Кольцо"
Решение
Один из многочисленных простых и недорогих проектов (стоимость для Заказчика всего 80 тысяч рублей). Наши специалисты провели моделирование процесса производства детали "Кольцо", согласно ТЗ Заказчика (ООО "Завод металлоизделий").
Цель - исследование процесса формоизменения заготовки и поиск оптимальных параметров штамповки для минимизации утонений.
Моделирование выполнялось в программе ESI PAM-STAMP - методом конечных элементов. Для заготовки использовались оболочечные элементы. Задача решалась в 3D постановке. Пластические характеристики стали Ст3пс были взяты из справочника Полухина, Гуна, Галкина "Сопротивление материалов пластической деформации".
Инструмент применялся как абсолютно жесткое недеформируемое тело. Коэффициент трения (по закону Кулона) между заготовкой и инструментами составляет 0,12.
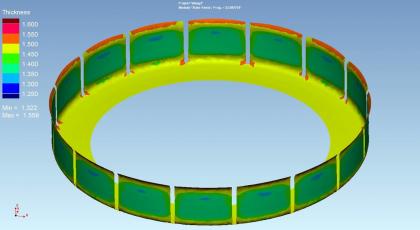
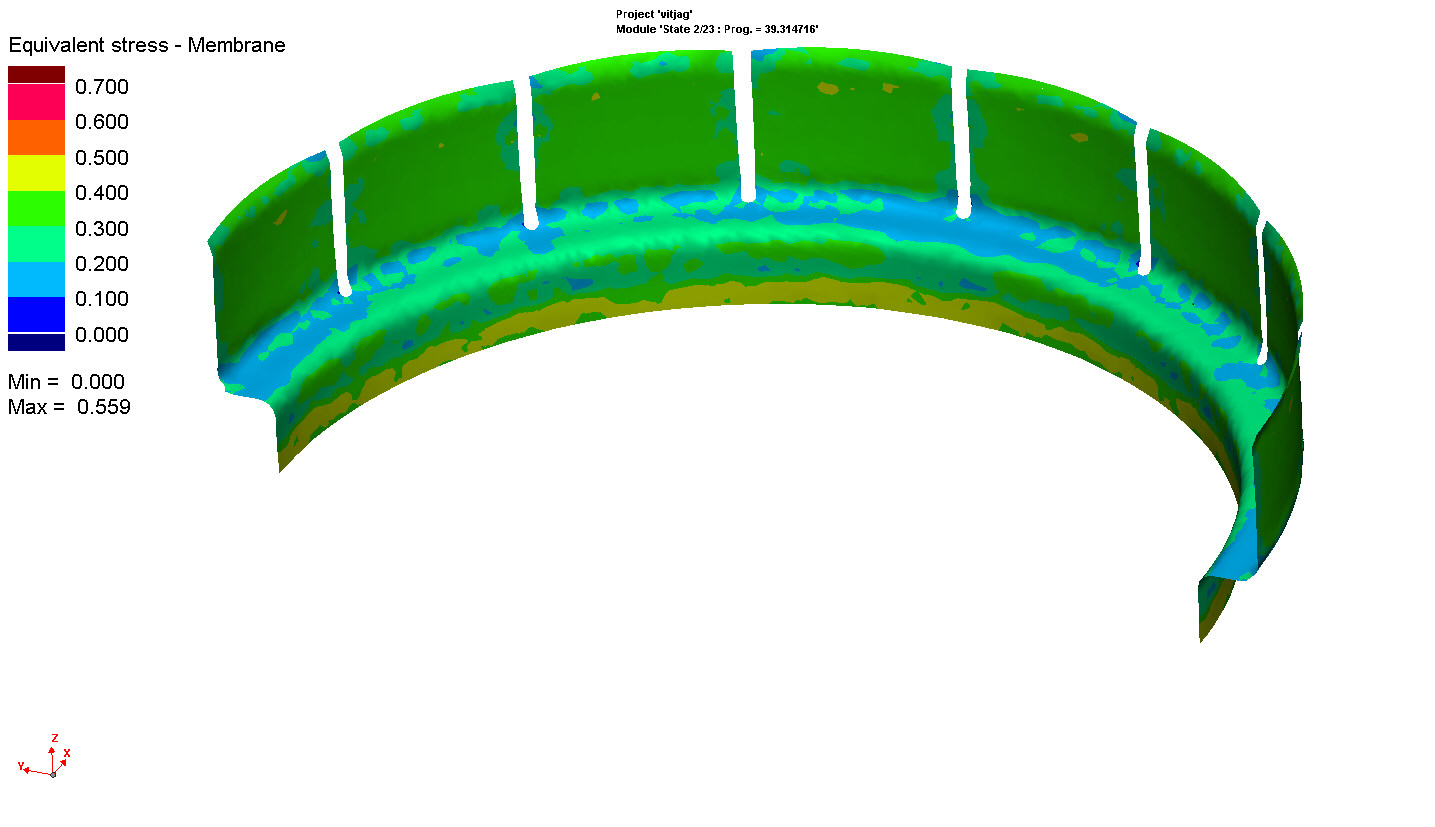
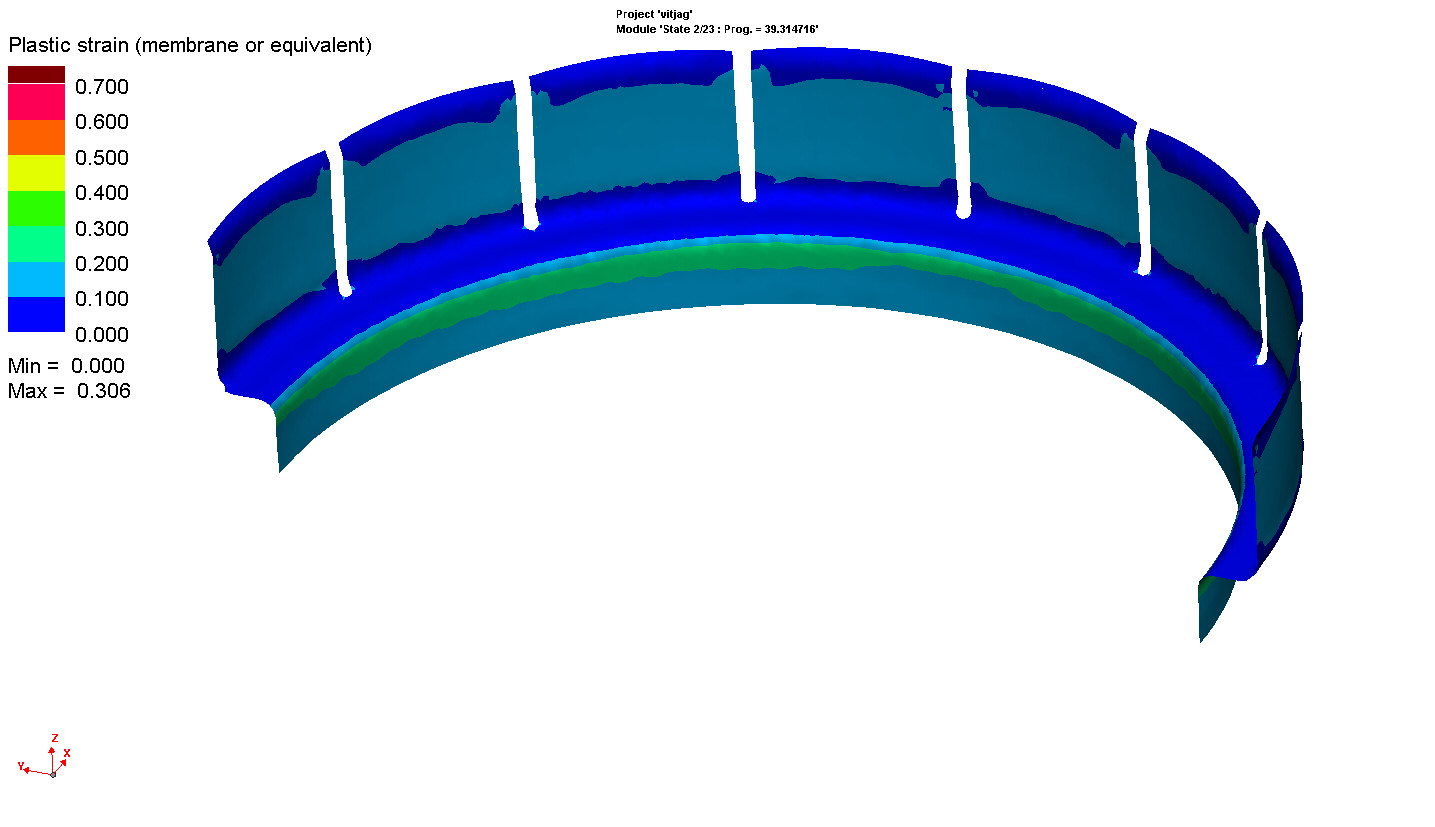
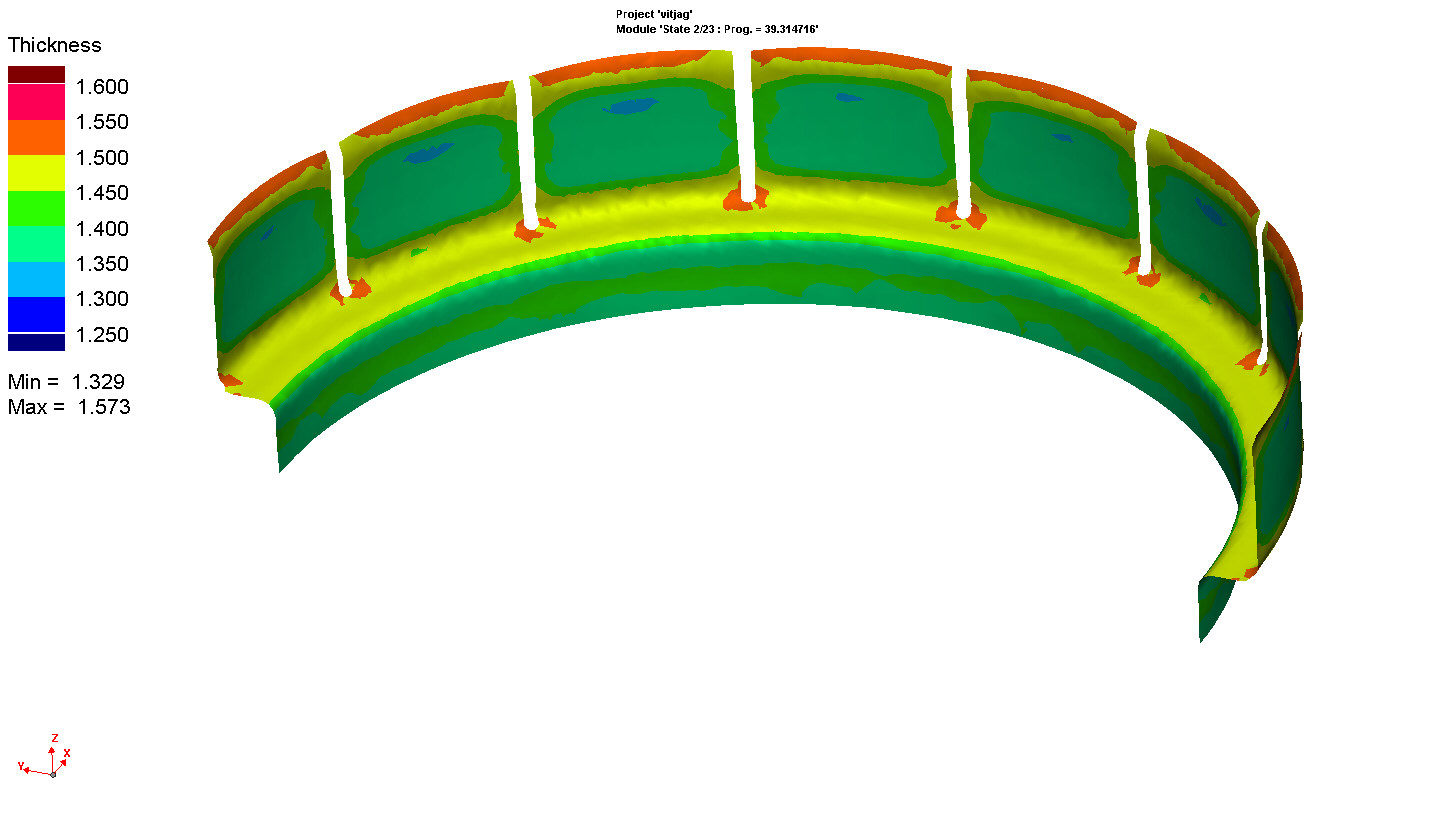
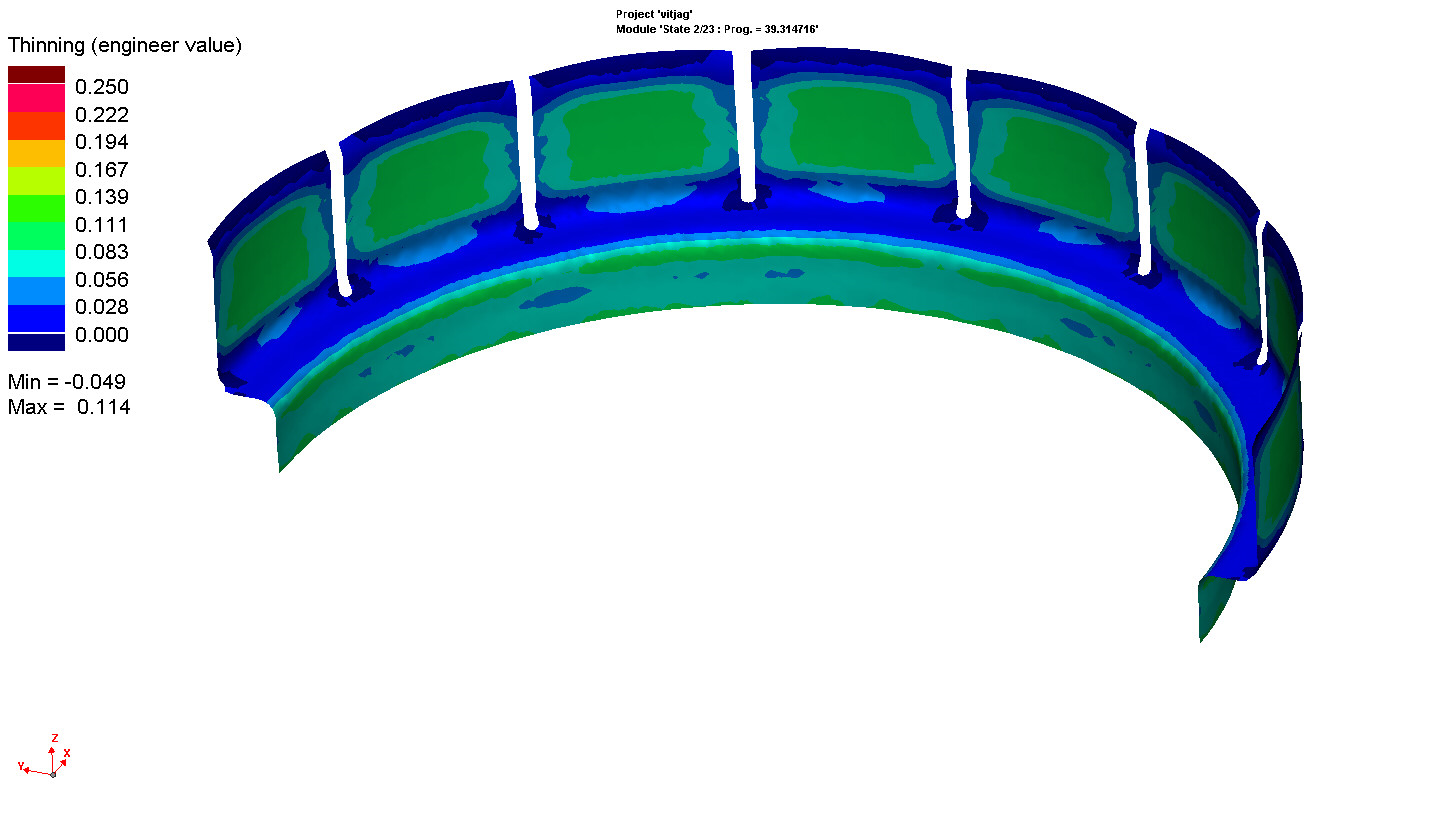
На прикрепленных файлах анимации видно формоизменение заготовки в общем виде и с наложением поля толщины. На рисунках отражены поля толщины, утонений, напряжений и накопленной деформации, а также контрольные размеры на конечном изделии. Из анализа полей видно, что на большей части поверхности оптимизированного изделия утонение не превышает 10%, видимых дефектов не возникает.
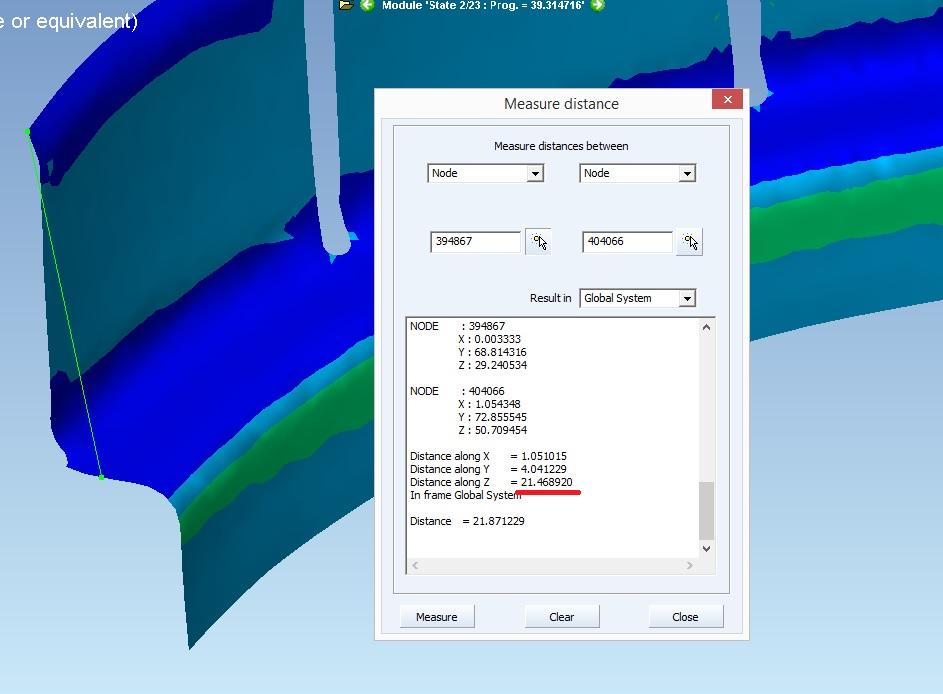
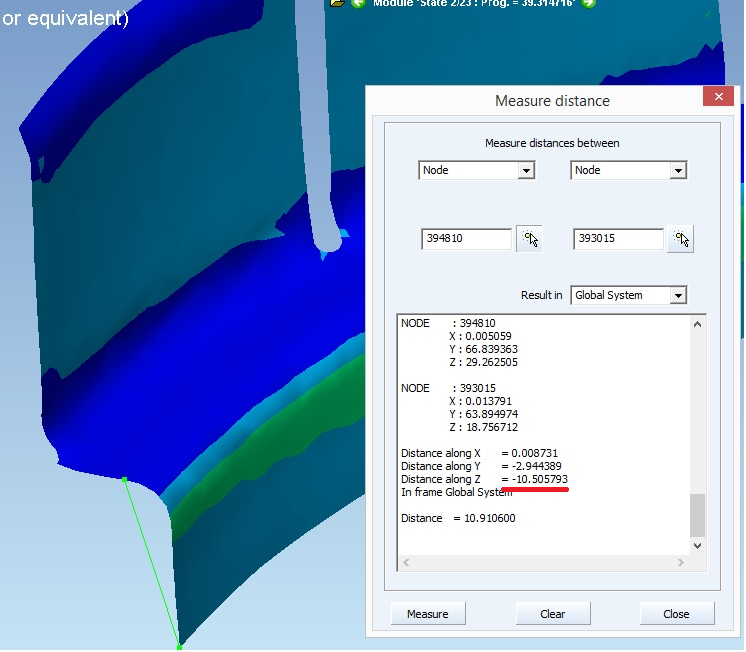
Общая высота за счет утонения получается около 32 мм, меньшая высота 11,25 мм, большая (со стороны пазов) 22,25 мм. На рисунках видно, что значения чуть меньше - 10,5 и 21,5 мм - это связано с тем, что используются оболочечные элементы - визуально толщины не видно и форма заготовки видна по средней по толщине линии - то есть к каждому размеру мы прибавили 0,75 мм.
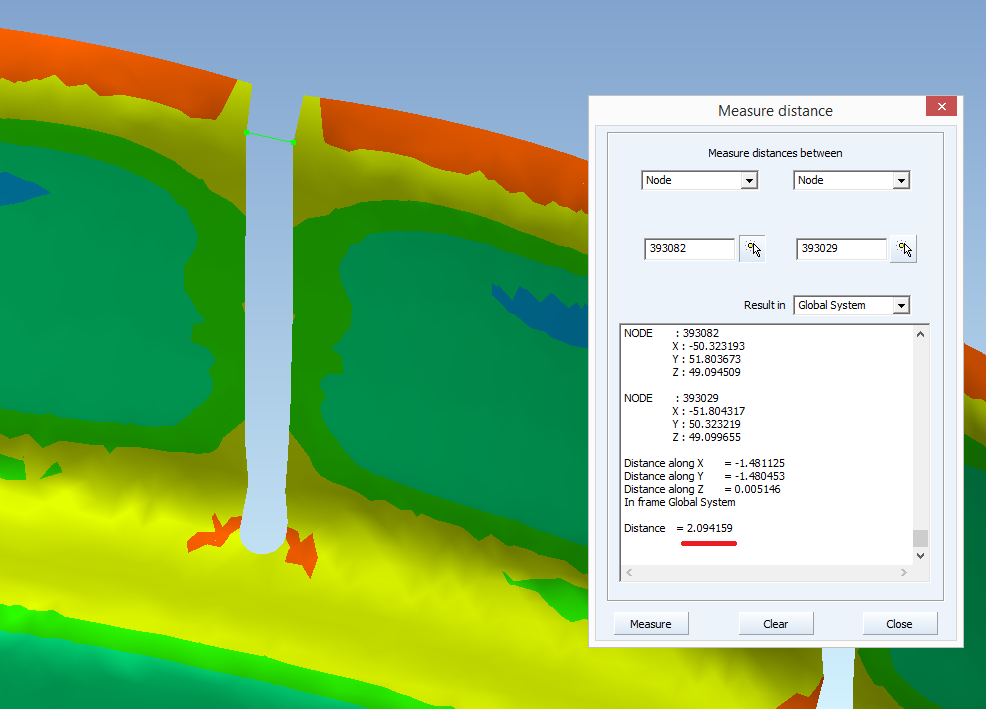
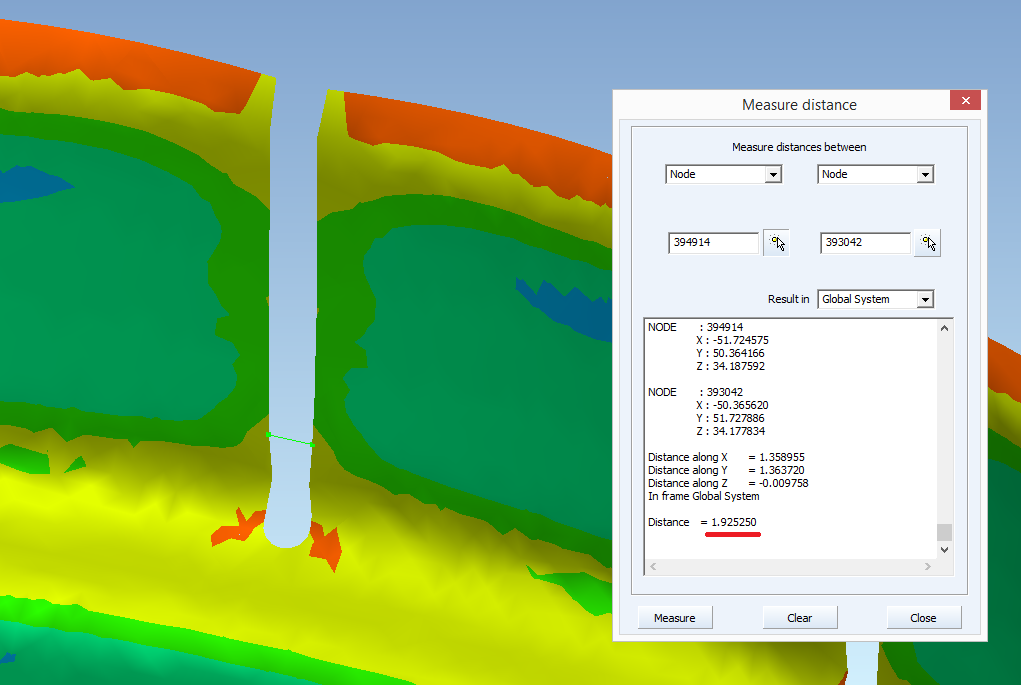
ИТОГ Расчетов: Внешний диаметр 145,83 мм (на рисунке 144,33 + 2*0,75 мм) - попадает в допуск. Внутренний диаметр 126,29 мм (на рисунке 127,79 мм - 2*0,75 мм).
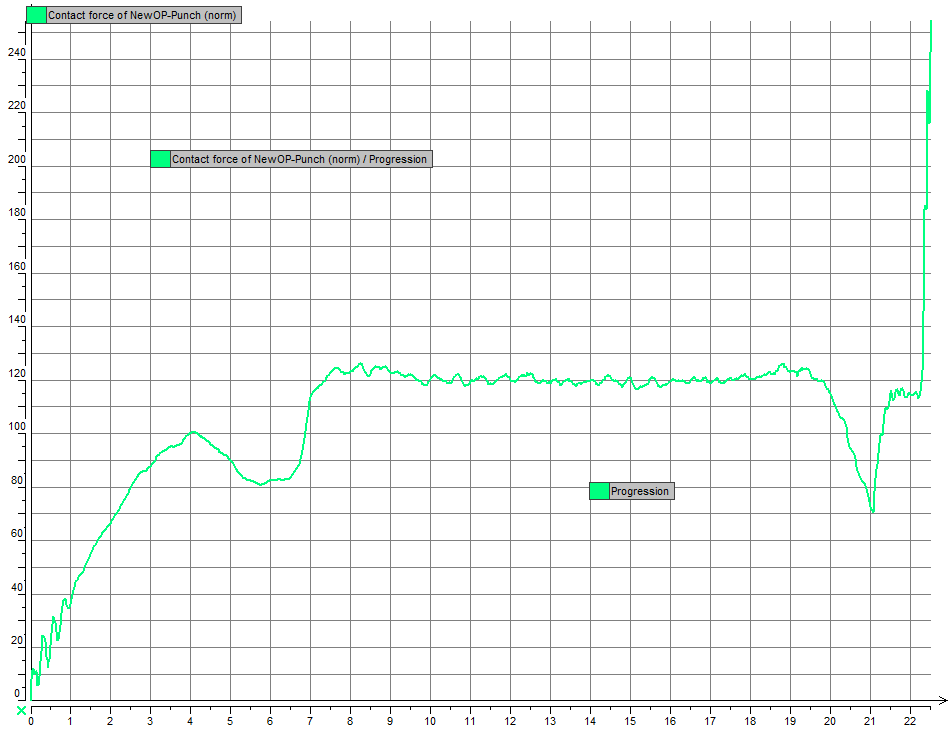
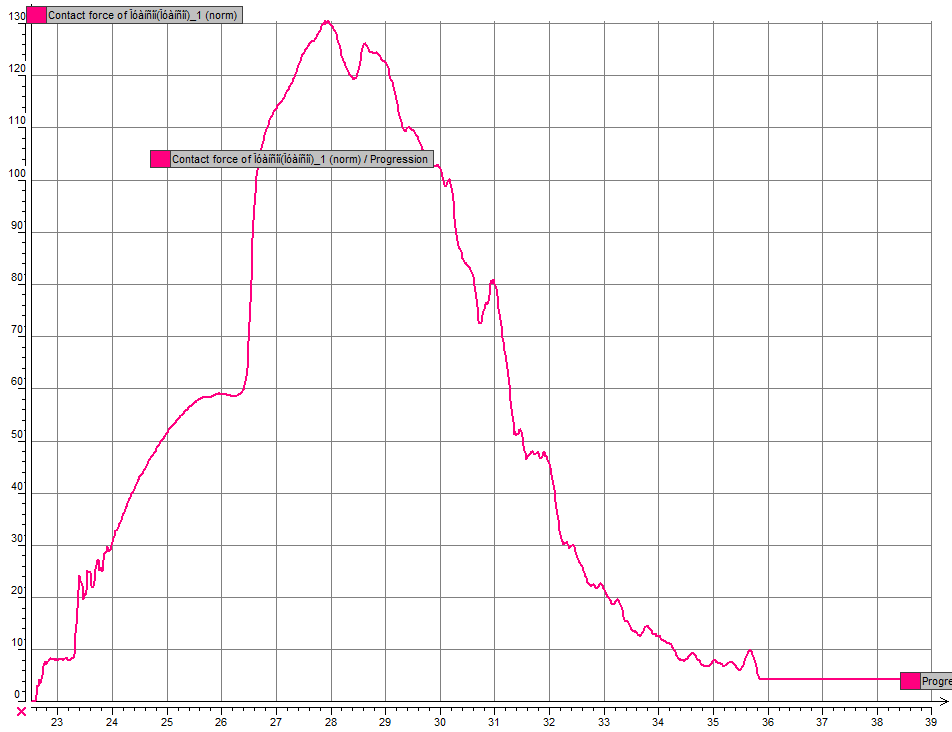
Были также рассмотрены усилия на пуансонах: на первом пуансоне усилие в процессе держится около 120 кН. На втором пуансоне при отбортовке график получился с пиком около 130 кН. Значения могут отличаться, если материал окажется мягче или жестче.