Моделирование сварки пролетов моста - маршрут Европа-Западный Китай
Решение
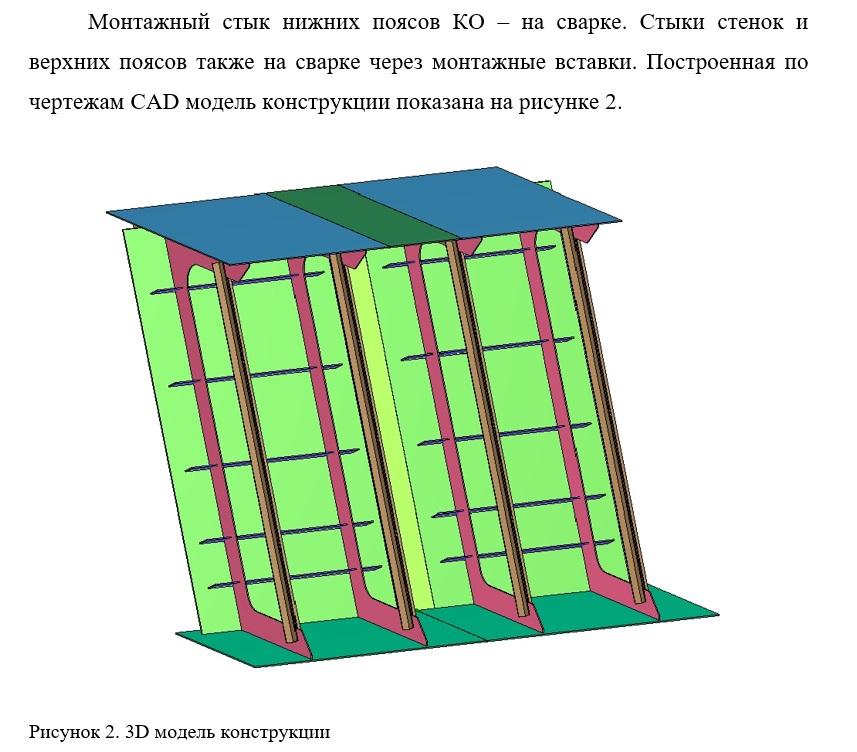
Специалисты "Нова-Инжиниринг" успешно завершили проект по компьютерному моделированию сварки контрольных образцов цельносварного пролетного строения моста через р. Волга у г. Тольятти. Подробное описание конструкции, чертежи и описание последовательности сборки/сварки цельносварного стыка контрольных образцов отражено в статье, которую Вы скоро сможете скачать по ссылке (сейчас развернутый вариант статьи публикуется в нескольких отраслевых изданиях).
Справа приведено видео "с полей", когда имея сжатые сроки наши специалисты были вынуждены прямо на месте согласовывать и "набрасывать" на месте сборки моста примерную технологию сварки, которую требовалось посчитать.
В процессе сварки пролетов моста неизбежно возникают сварочные деформации. Одна из ключевых причин возникновения деформаций при сварке с использованием присадочного материла – физический эффект, известный как тепловое расширение тел. Как известно, большинство металлов и сплавов расширяются с повышением температуры и сжимаются при ее понижении. При сварке с использованием присадочного материала на разогретые кромки свариваемых деталей попадает расплавленный материал, который при остывании начинает сжиматься и «стягивать» область сварного соединения. Возникают пластические деформации.
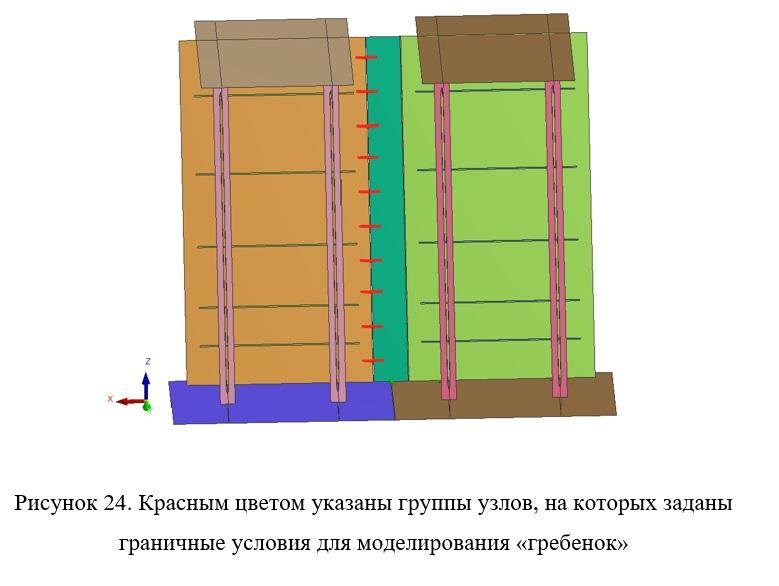
Этот эффект положен в основу метода фиктивных сил – расчетного метода, позволяющего моделировать деформации при сварке. Используя температурный коэффициент линейного расширения (ТКЛР) и разность температур между температурой окружающей среды (принимается 20 °С) и температурой плавления материла, получают относительные деформации, которые прикладываются к некоторой области сварного соединения.
Метод фиктивных сил является приближенным. При его использовании не учитывается реальный цикл нагрева и охлаждения материала. Допущением также является постоянство ТКЛР – принимается, что он не зависит от температуры. При этом описанный метод позволяет производить достаточно быстрые расчеты, однако сам по себе он не отличается высокой точностью и требует калибровки. Размер области, к которой будут прикладываться фиктивные силы заранее не известен и может сильно отличаться для разных типов соединений, толщин материалов и т. д. Для калибровки метода фиктивных сил используется более точный и более ресурсозатратный метод расчета – метод движущегося источника тепла (ДИТ).
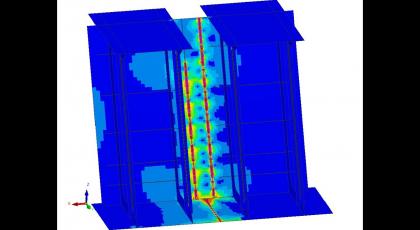
Проведенное моделирование показало и предсказало хорошо известный тип сварочной деформации – «сварочный домик». Численные значения сварочной деформации также вполне реалистичны и наблюдались на практике.
Первый этап работы сразу показал, что путем численных расчетом можно получать различные виды сварочной деформации.
В процессе сварки незакрепленный контрольный образец начинает смещаться по горизонтальной оси X. Наибольшие смещения происходят в районе верхнего пояса. При этом он приподнимается от своего исходного положения – свободный край образца смещается в положительном направлении оси Z.
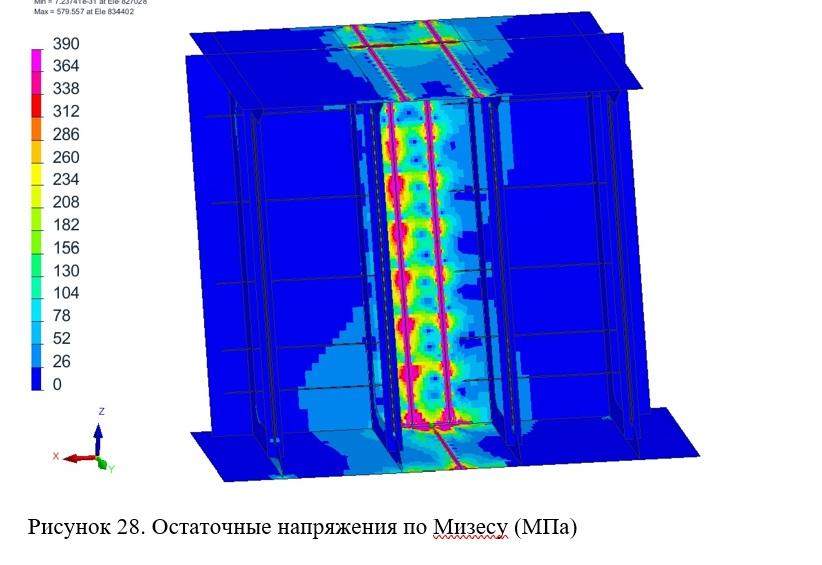
По результатам работ были выявлены места наиболее вероятного появления короблений и их величина. Виртуальный эксперимент был положен в основу технологического процесса сварки. Кроме того, выполненные физические и математические исследования показали, что сварочные процессы на современном этапе развития вычислительной техники и программных алгоритмов поддаются математическому моделированию. В статье подробно рассматривается проблема недостаточно точного экспериментального определения величин сварочных деформаций при традиционном проведении работ.
Выполнение натурных исследования на контрольных образцах, выполненных для моста через реку Волга у г.Тольятти, нерационально проводить для каждого строящегося объекта. Вместе с тем, выполненные расчеты показали, что с точки зрения искомых сварочных деформаций погрешность математического метода составляет 10% по сравнению с натурным экспериментом, что можно характеризовать как очень высокую точность для подобного вида расчетов и исследований. Данный опыт предлагается развивать и более эффективно использовать математический анализ для уточнения параметров занижения свариваемых блоков, что позволит собирать цельносварные пролетные строения с меньшими отклонениями от проектной геометрии.
Мы счастливы, что наши экспертные знания помогают в реализации таких масштабных международных проектов, а новые технологии улучшают инфраструктуру нашей страны! Расчёты проводили в программном комплексе ESI SYSWELD.