Моделирование производства отливки "Бандаж"
Решение
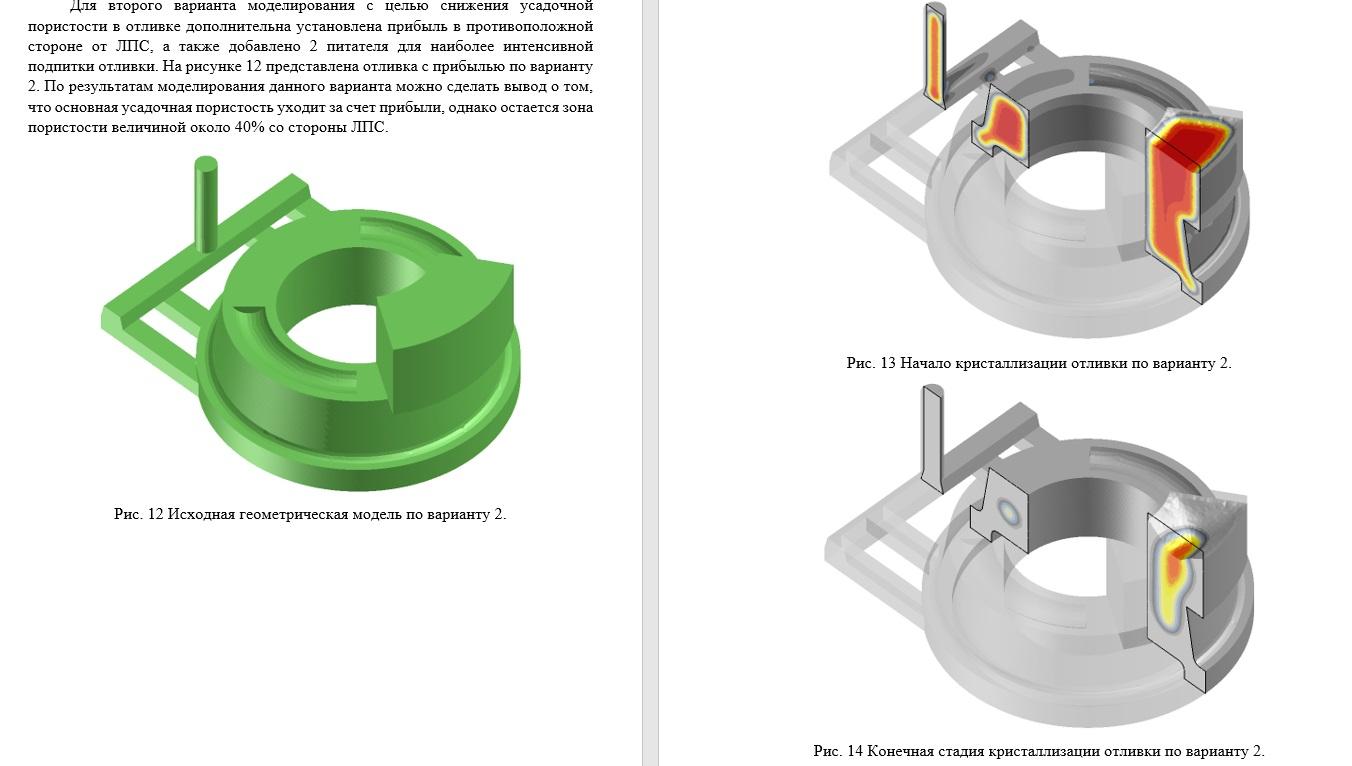
В данной работе были смоделированы несколько вариантов технологии производства отливки "Бандаж" для одного из предприятий металлургической отрасли РФ. Цель работы - выявить места образования дефектов и причины их появления, а также предложить конструктивные изменения ЛПС для ликвидации или минимизации дефектов.
Главное требование - отсутствие усадочной пористости в теле отливки.
Для проведения работ был выбран передовой программный комплекс ESI ProCast. Выполнено математическое моделирование гидродинамических процессов заполнения литейной формы, тепловой расчет процесса кристаллизации отливки, а также расчет усадочных дефектов в процессе литья.
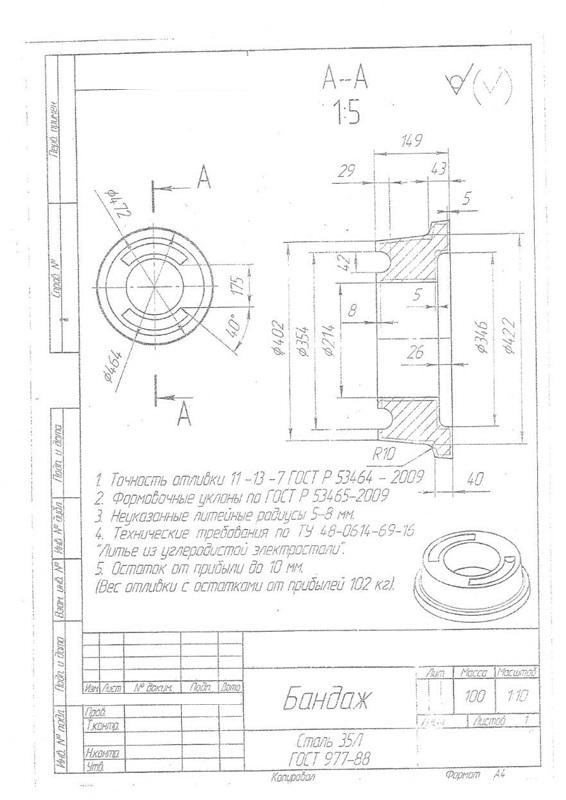
Геометрическая модель отливки выполнена согласно чертежу, который Вы можете найти по тексту слева.
В качестве исходных параметров для моделирования использовались следующие данные:
- Материал отливки – сталь 35Л.
- Материал формы – песчано-глинистая смесь.
- Начальная температура формы – 20 °С.
- Начальная температура металла – 1550 °С.
- Время заполнения формы – 20 сек.
При выполнении математического моделирования рассмотрены следующие варианты литья:
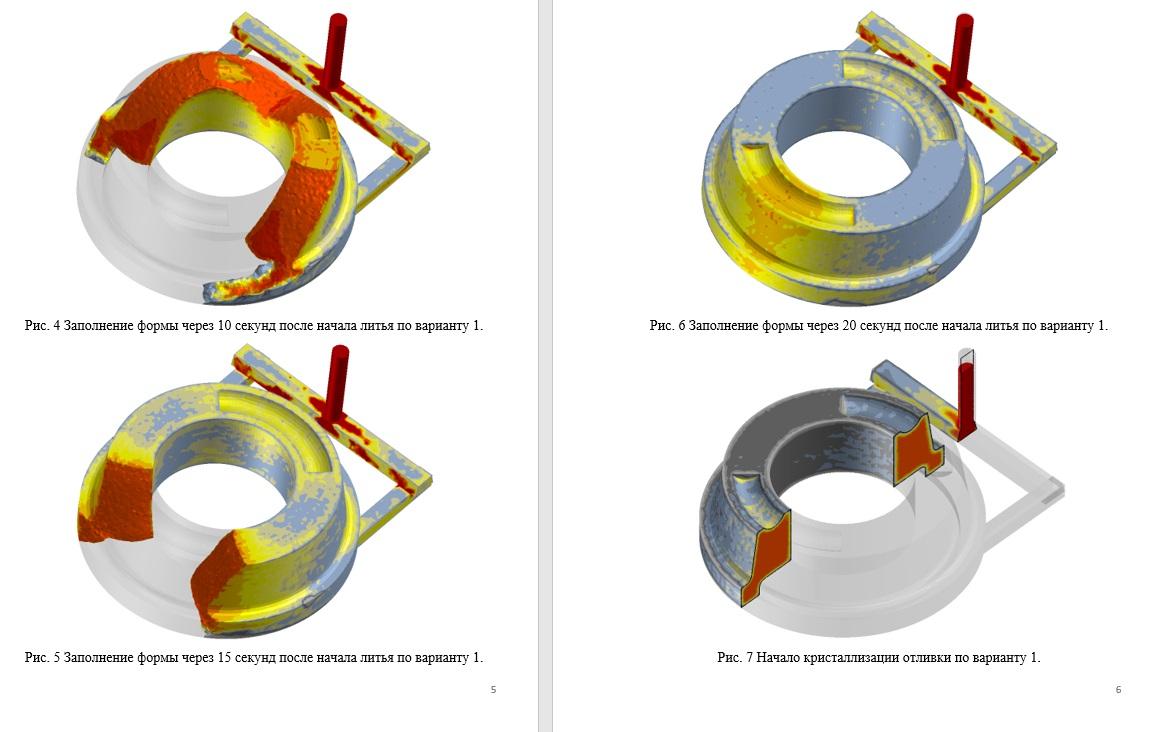
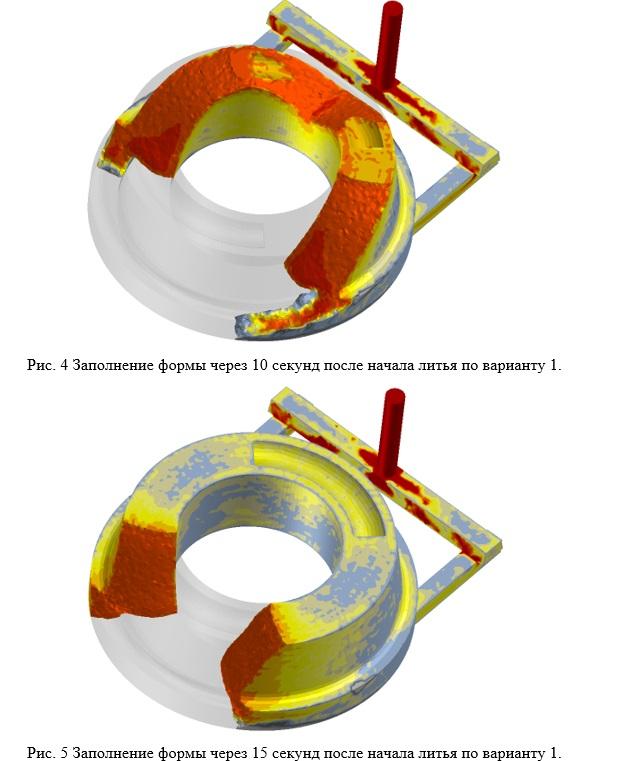
- Вариант 1 – исходный вариант моделирования с двумя питателями сечением 25х25 мм.
- Вариант 2 – отливка с одной прибылью размером 120х100 мм с противоположной стороны от ЛПС и четырьмя питателями сечением 25х25 мм.
- Вариант 3 – отливка с двумя прибылями размером 120х100 мм со стороны ЛПС и противоположной стороны и четырьмя питателями сечением 25х25 мм.
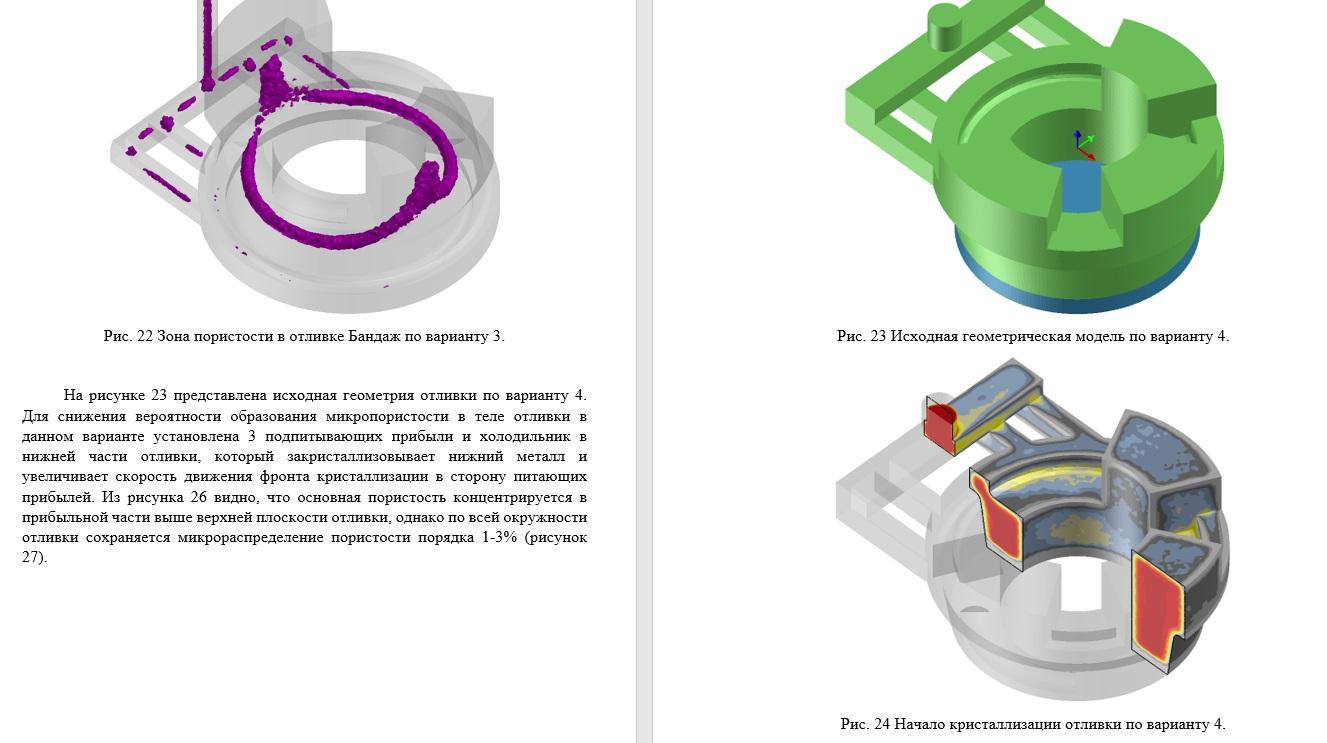
- Вариант 4 – отливка с тремя прибылями размером 104х90 мм по бокам и в противоположной стороне от ЛПС и четырьмя питателями сечением 25х25 мм и холодильников в виде стального круга по внешнему диаметру отливки толщиной 30 мм из Ст3.
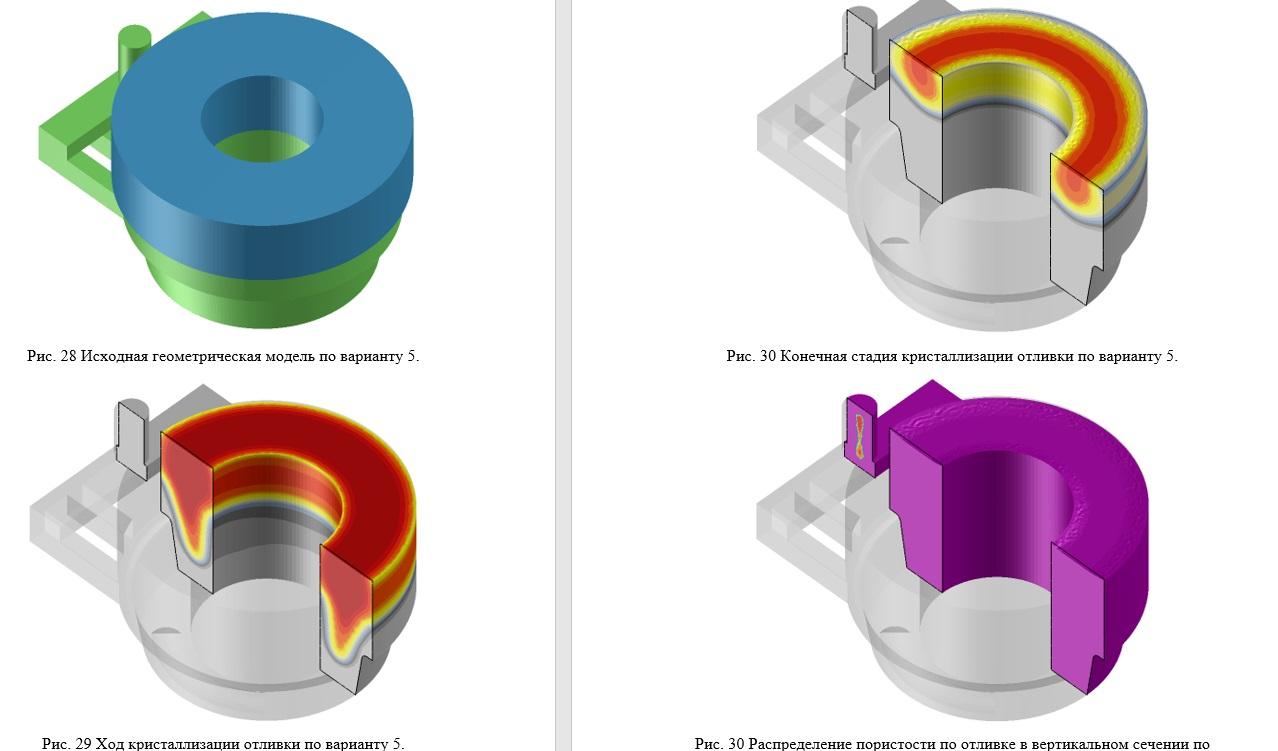
- Вариант 5 – отливка с монолитной прибылью по всей окружности и экзотермической вставкой на прибыли.
Модель состоит из 83853 узлов и 407406 элементов.
Для получения отливки Бандаж с минимальным количеством дефектов рекомендуется использовать варианты технологии литья 3,4,5. Вариант 3 является наиболее приемлемым поскольку обладает наиболее высоким выходом годного, однако в теле отливки остаются включения пористости с объемной долей пустоты 1-3%. Вариант 5 является наиболее бездефектным, однако требует больших затрат на установку экзотермической вставки и имеет низкий выход годного литья за счет большой прибыльной части, а также требует сложную механическую обработку отливки после литья.