Optimization of the mold shape for the ingot production
One of the largest metallurgical enterprises in the world has placed an order to optimize the mold shape and the cooling option of the ingot. The reason for this was the growing number of complaints from end customers and consumers of aluminum ingots produced in the studied units.
On the carousel machine in the shop, the process of filling metal into ingots, removing ingots from the mold, cooling the mold, and a new cycle is continuously carried out. End-users of ingots found that when remelting billets in the furnace, liquid metal emissions occur, sometimes directly on the body and equipment of the shop workers, which is unacceptable from labor safety. Moreover, this happens since moisture accumulates in the ingots when transporting the semi-finished product by sea or when stored in a humid climate. It accumulates in micropores (casting defects), which are formed in ingots during crystallization. Thus, the task was reduced to changing (improving, optimizing) the boundary conditions of cooling to create a more directed crystallization and minimize (or eliminate) shrinkage pores in the pig's body – so that moisture does not remain there and does not boil off during remelting.
The works included:
- mathematical modeling of the filling of existing and new 12, 18 kg mold forms in the ProCAST software;
- mathematical modeling of the crystallization process, taking into account the results of form-filling;
- conduct research on the choice of the ingot cooling system with the determination of the optimal shape of the mold;
- based on the results of mathematical modeling, give recommendations for changing the casting technological parameters.
The process of casting small ingots from aluminum alloys is carried out on automated casting conveyors by pouring liquid metal through casting wheels into molds. For intensive cooling and crystallization of the metal, the molds are cooled by water circulating in the bath below. The weight of one pig is 10 kg. The filling time of such a mold with liquid metal is 8.5 seconds. After casting and crystallization, the small ingots are removed from the molds and put in bags of 100 pcs. and more. The package weight is about 1 ton.
The temperature of the liquid aluminum alloy before pouring into the molds is 690 °C. The initial temperature of the mold before pouring the metal is 150 °C. The temperature of the cooling water is 20 °C.
Within the project framework, the production of molds with a different range of filling temperatures, water temperature, pig wall thickness, and their molds was modeled. They even modeled the use of special lids to maintain the temperature of the metal on top and feed the deep-lying pores. Based on the work results *(which are the property of the customer company), a new mold shape was designed, the wall thickness was slightly reduced, and a lid was applied, which provides slower cooling (but directed crystallization!). This ensured an 80% reduction in porosity and eliminated customer complaints within a year of project completion.
Pics attached on the right side of the page:
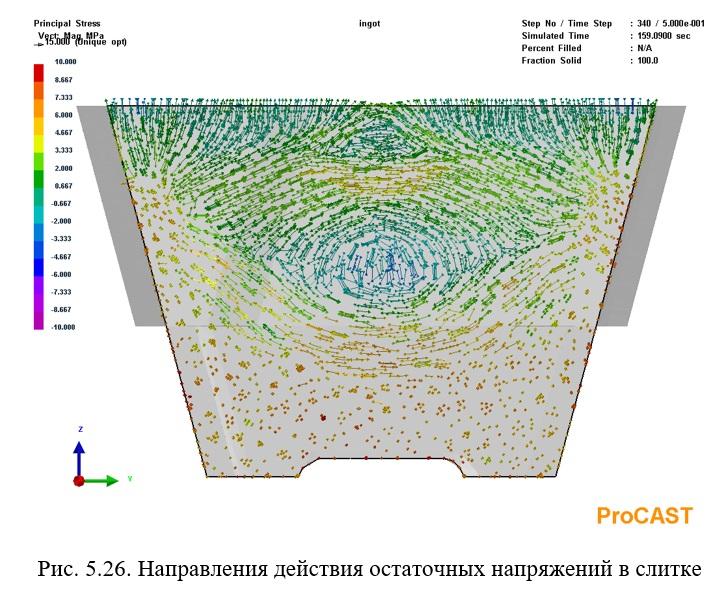
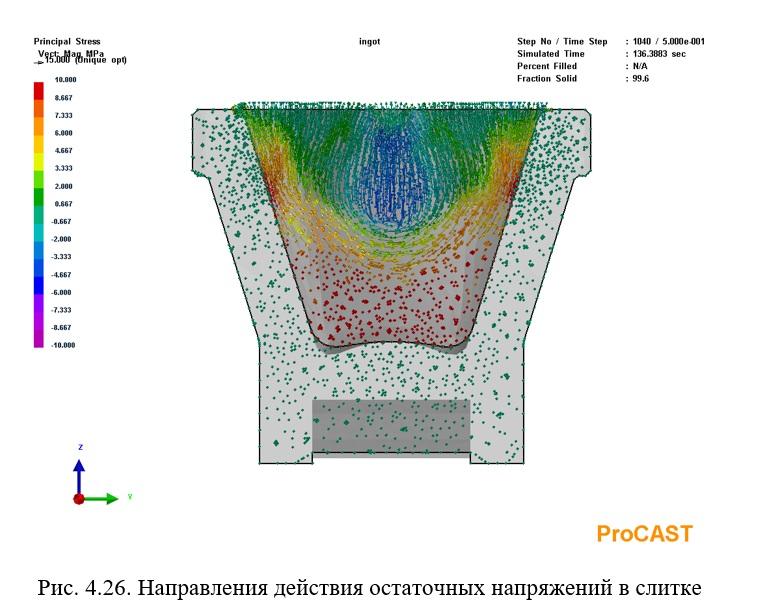
- Directions of action of residual stresses in the ingot
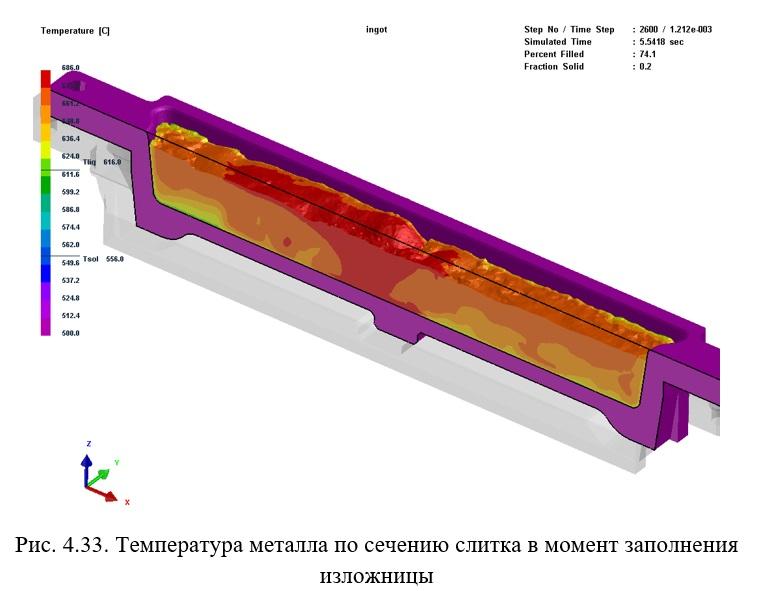
- Metal temperature across the ingot section at the time of filling the mold