Crankshaft die forging modeling for the "Uralskaya Kuznitsa"
Uralskaya Kuznitsa PJSC is Russia's largest manufacturer of die forging made of special steels and alloys. The unique forging and die forging production based on heavy and super-heavy units, which is based on die hammers with a mass of falling parts from 2 to 25 tons, as well as the world's largest counter-blow hammer with an impact energy of 150 tnf, allows producing die forging weighing up to 2.5 tons and up to 4 meters long.
The purpose of the project implemented by the Nova-Engineering specialists was to analyze the filling control of the die impression, control the forging macrostructure, view the fields of temperature and strain resistance. The company did not want unnecessary experiments and losses in the shop – it was decided to simulate the main variants of the process to choose the best one.
Source data for QForm modeling:
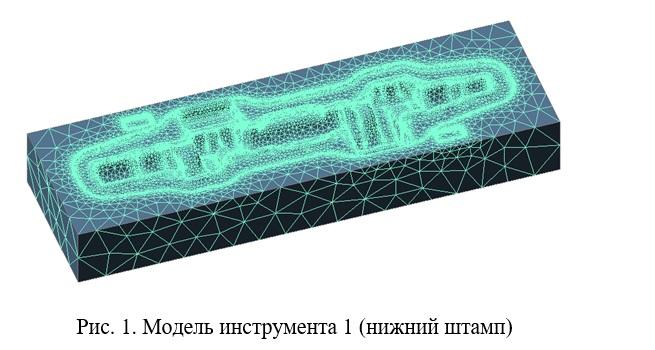
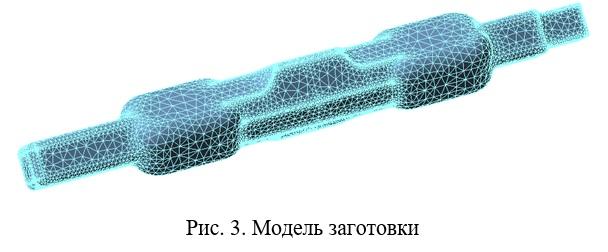
We used the geometry of tools and billets shown in the figures to the right of the text to model the die forging processes in the QForm program.
Process parameters:
Equipment: counter-blow hammer.
hammer energy: 1470 kJ;
energy distribution by impact: 50%; 70%; 70%; 100%; 100% etc.
Falling parts weight:
Top – 138 t.
Bottom – 144 t.
Billet material: 40G.
Billet temperature: 1250oC.
Upper and lower tool temperature: 300oC.
Billet transportation time from the furnace to the hammer: 20 seconds.
Pause before the first stroke: 0 sec.
Final distance between tools: 0 mm.
Grease for upper and lower tools: sawdust.
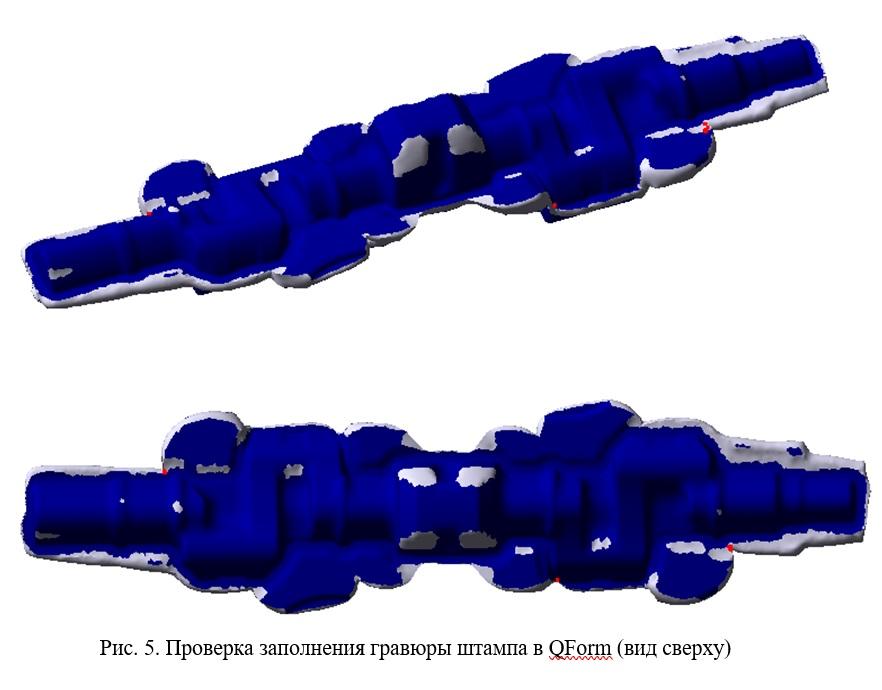
Die impression filling control.
Process modeling in QForm allowed to check the filling of the die impression when varying the process parameters and choose the best option. In our case, the filling did not occur completely. At the 15th stroke, the tool movement stopped. In three places in the flash layer, the program showed the formation of folds in the forging (in Fig. 5-6 are highlighted with red dots).
Macrostructure control (defect check).
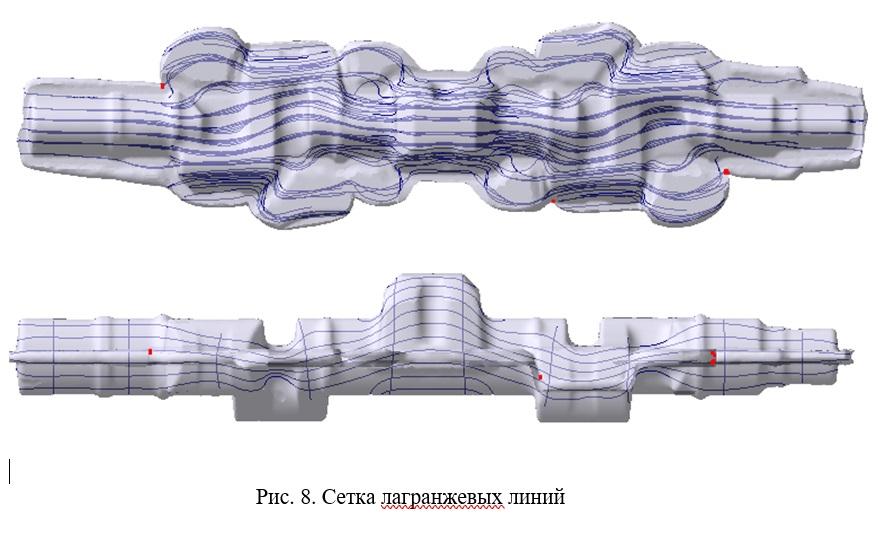
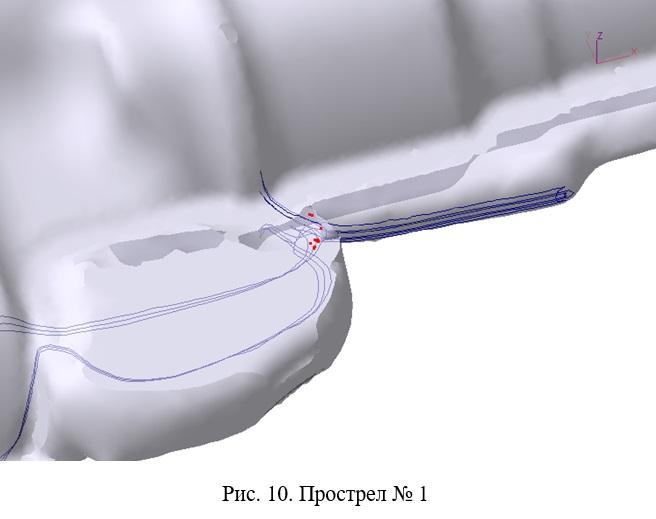
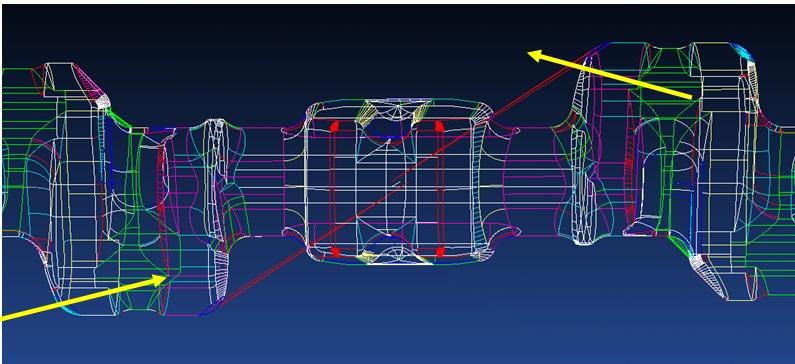
The Lagrangian lines allowed estimating the internal flow of the metal layers in all directions. This mechanism helped to evaluate the fiber location. Also, the macrostructure analysis allowed to anticipate the formation of defects that occur in the forging during die forging. The near-surface lines shown in the figures on the right showed the probability of forming a perforating in two places of forging.
On the pictures (right side of the page), you can see excerpts from our report, "caught" and fixed defects, and process visualization.
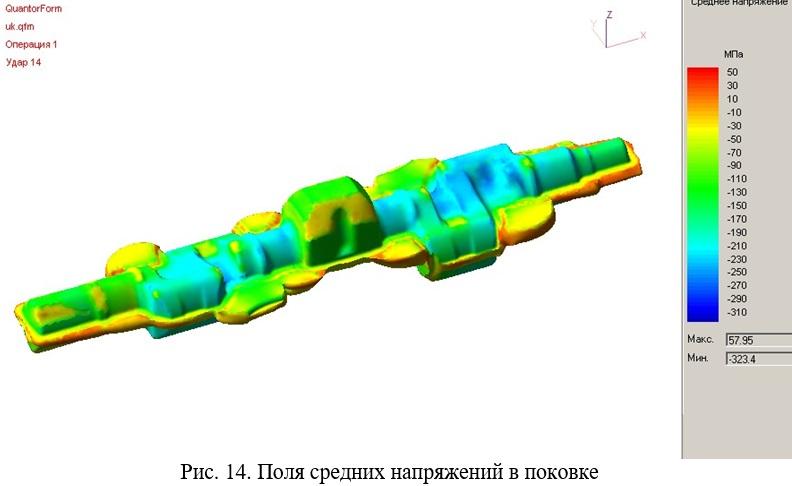
The project performed in QForm 3D software allowed us to look inside the process of forming the billet and establish that at the forging periphery, the metal is most heated due to the release of heat during strain and a smaller area of contact with the tool. We identified the most difficult-to-fill areas in the tool stream, the most loaded parts of the tool, to analyze the causes of non-filling or the defect formation in the forging itself.
Nova-Engineering specialists determined the fields of temperature in the forging and strain resistance and determined non-filling of the die with billets, i.e., optimized the technology at the simulation stage and avoided unnecessary costs for the company.
Pics attached on the right side of the page:
- Fields of average stresses in forging; МПа – MPa; Макс. – Max.; Мин – Min.
- Tool model (lower die)
- Billet model
- Grid of Lagrangian lines
- Strain resistance fields in forging
- Places of hole formation in forging
- Die impression filling control in QForm (top view)
- Perforating No. 1
- Graphs of the force and work during strain