Оптимизация отливки "Рештак" для СУЭК
Решение
В данной работе была оптимизирована технология производства отливки "Рештак". Будущее изделие является аналогом детали экскаватора HARNISHFEGER РН-2300 и производится в рамках программы импортозамещения, как замена зарубежным комплектующим.
При литье в изделии часто наблюдались коробление в процессе кристаллизации и усадочная пористость в теле отливки.
Для выявления причин появления дефектов в программном пакете ESI ProCAST было выполнено высокоточное математическое моделирование гидродинамических процессов заполнения литейной формы, тепловой расчет процесса кристаллизации отливки, расчет усадочных дефектов, а также расчет напряженно-деформируемого состояния в процессе литья.
В качестве исходных параметров для моделирования использовались следующие данные:
- Материал отливки – сталь 25Х2НМЛ.
- Материал формы – ХТС.
- Начальная температура формы – 20 °С.
- Начальная температура металла – 1575 °С.
- Время заполнения формы – 22 сек.
- Экзотермические вставки на прибылях.
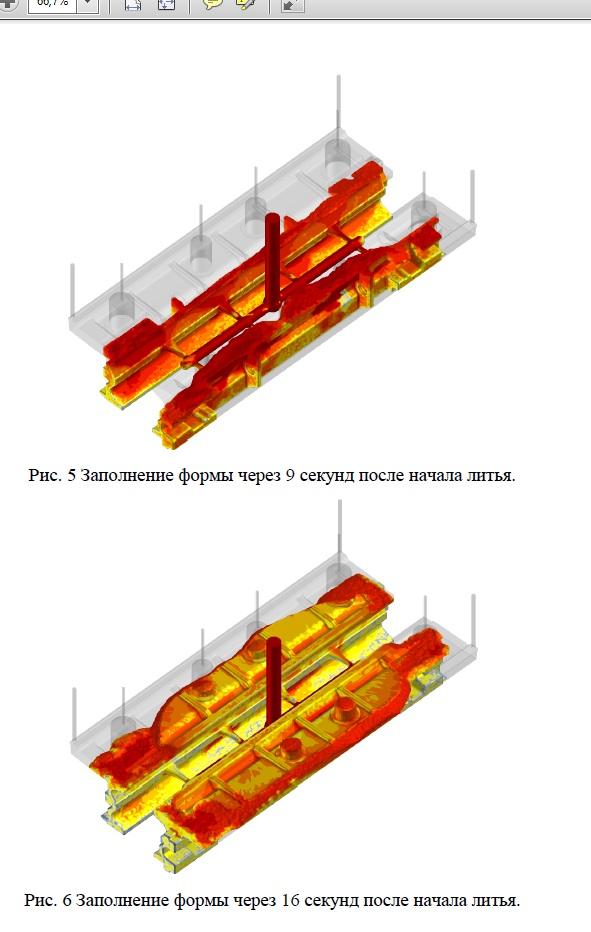
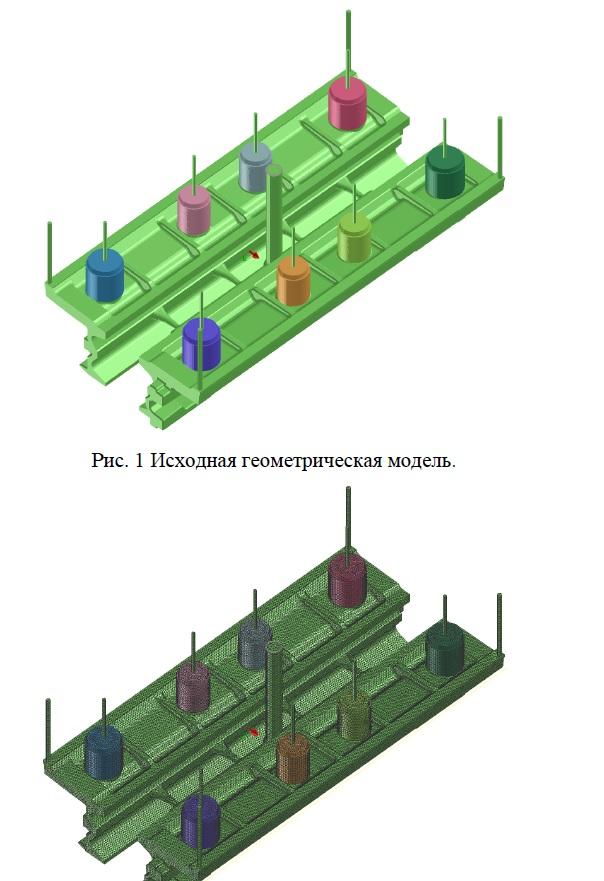
На рисунках Вы можете видеть геометрическую форму отливки с ЛПС, а также иллюстрации о ходе моделирования одного из исходных вариантов.
Модель состоит из 8969850 элементов. На рисунках представлены результаты гидродинамического заполнения формы.
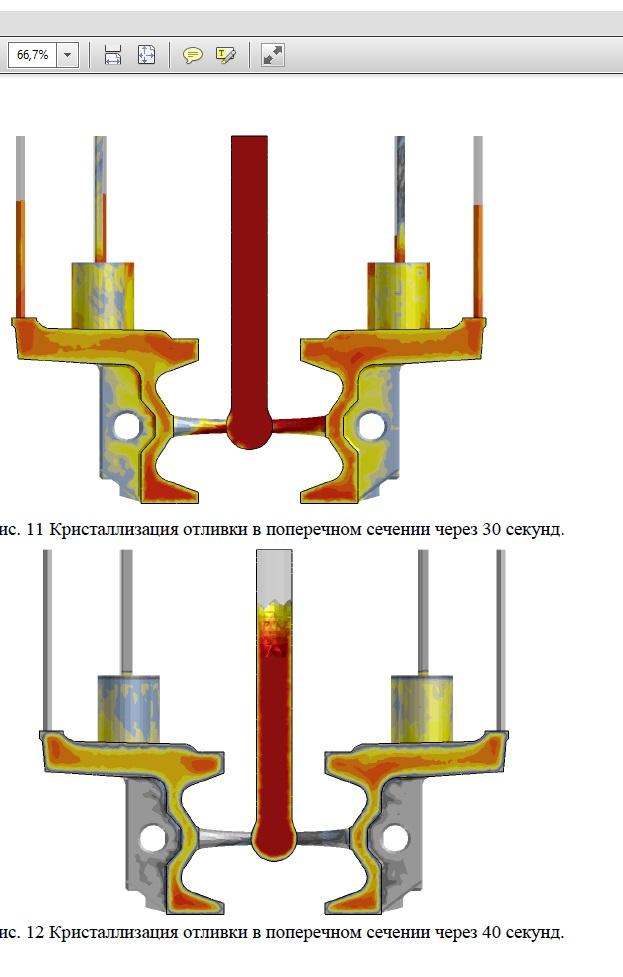
Результаты моделирования позволили увидеть, что на финальной стадии заполнения металл начинает переохлаждаться и заполнение формы происходит с затруднениями.
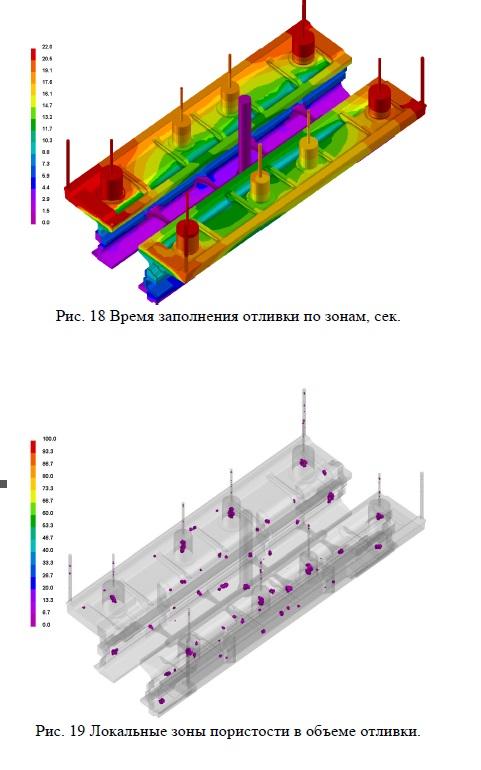
Для каждой стали необходимо было экспериментально подбирать соотношение доли твердой фазы и жидкотекучести. Так как в данном случае существует риск непролива крайних прибылей и питателей. Мы проанализировали движение фронта кристаллизации в отливки, время заполнения по зонам и тепловые узлы.
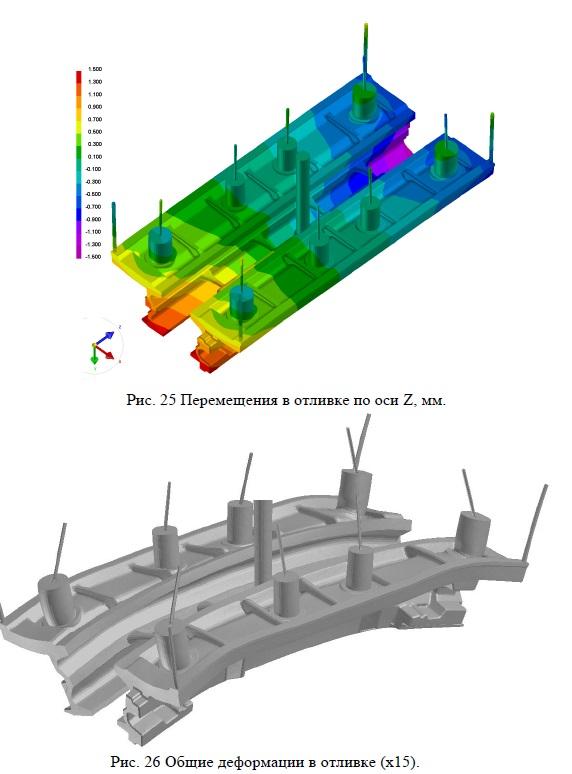
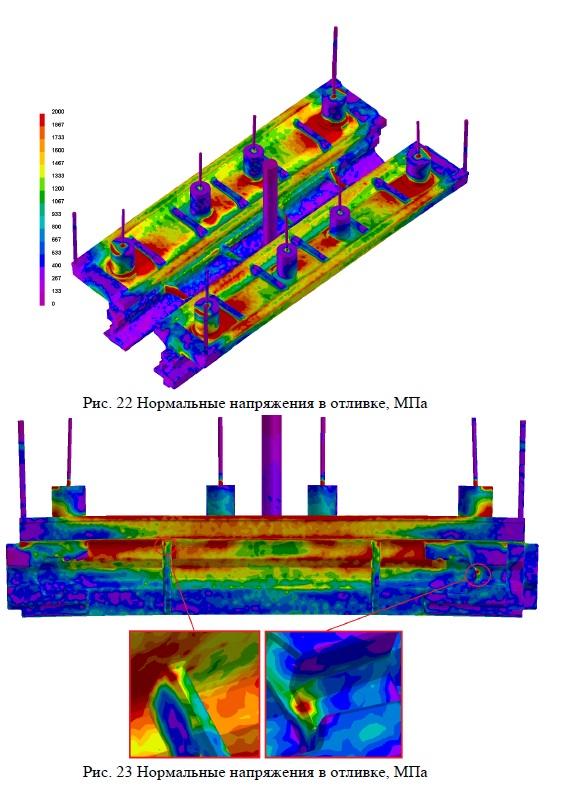
По результатам математического были получены сл. данные: при измерении линейных размеров отливки суммарная линейная усадка отливки составила 1,52%. Коробление отливки в данном случае вызвано термическими напряжениями в процессе кристаллизации в следствии неравномерного охлаждения. Для снижения коробления отливки были предложены технологические решения по направленной кристаллизации.
Локальные участки пористости в отливке величиной 20 – 30% образовывались в замкнутых зонах жидкого металла - данные очаги пористости имеют небольшой объем. Также исследование показали высокую вероятность непролива данной отливки, данный результат связан с конфигурацией отливки, так как она состоит из большого количества тонкостенных элементов. Данные технологические ошибки были устранены путем моделирования. Было предложено более 5 различных вариантов изменения технологии, в результате чего пористость была снижена на 50%, полностью устранены недоливы.