Моделирование технологии штамповки «Кожуха» - «НПЦ «Полюс», г. Томск
Решение
В данной работе нашим инженерам поставили задачу рассчитать технологию листовой штамповки изделия «Кожух» (деталь для средств доставки) и сделать экспертное заключение о возможных дефектах выбранного техпроцесса. Цель - избежать цеховых экспериментов, сделав анализ виртуально.
Исходные данные для моделирования:
- Оборудование: Пресс
- Смазка: Вакуумное масло ВМ1
- Материал заготовки: 1370
- Размеры заготовки: Лист ø385х1,2 мм
- Температура заготовки: В холодную
- Модели инструментов и заготовки чертежи
Задачи моделирования:
Смоделировать планируемый процесс листовой штамповки кожуха и выявить возможные проблемы с геометрией получаемого изделия.
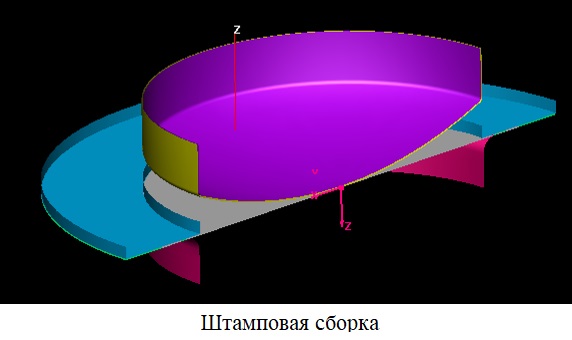
Геометрия заготовки и инструментов импортируется с помощью модуля Pam Stamp Die-Maker. Для импорта исходной геометрии применяются IGES-файлы, в которых сохраняется информация о поверхностных моделях. Для моделирования процесса листовой штамповки в программе использовались листовые модели матрицы и пуансона, построенные в программе Solid Edge (рис. 1 – 2). Вследствие наличия симметрии детали, моделирование производилось для половины детали. Сетка создавалась автоматически при переносе деталей в программу PAM-STAMP. Все остальные элементы инструментальной сборки: заготовка, прижим, входной радиус матрицы и плоскость симметрии создавались непосредственно в программе PAM-STAMP.
В результате получена сборка, представленная на рис. 3.
Дополнительные параметры моделирования
Анизотропия, или зависимость свойств металла от направления их измерения, вызвана продольной прокаткой листа в одном направлении, так называемом НП, что приводит к образованию волокнистого строения вдоль длины листа. Анизотропия существенно влияет на течение и формоизменение металла, особенно в так называемых свободных зонах, где металл не ограничен инструментом. Значительная анизотропия, характерная для титановых сплавов или сложнолегированных сталей вызывает дефект «фестонистость» при штамповке изделия типа стакан. Для алюминиевых сплавов анизотропия проявляется в образовании эллипсности при штамповке круглых изделий. Моделирование для двух типов состояний материалов проводилось для выявления влияния анизотропного упрочнения на форму изделия после пружинения.
Были приняты следующие значения исходных данных: усилие прижима равным 12 кН, скорость движения пуансона – 50 мм/с, коэффициент трения 0,12.
Результаты моделирования
Оценка формы и размеров листового материала
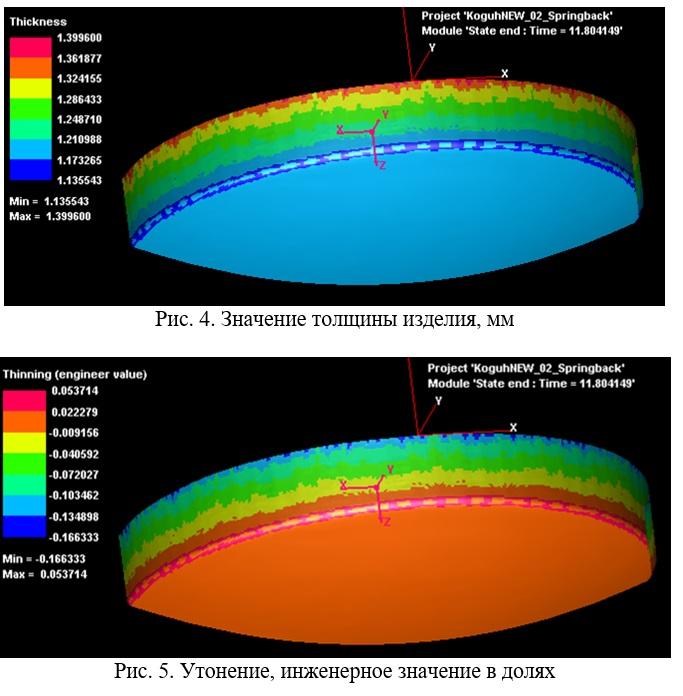
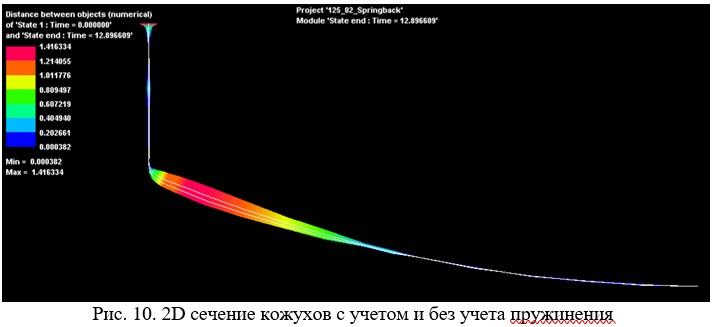
Вследствие небольших вытяжек при штамповке и небольшого значения силы прижима произошло лишь небольшое утонение (5%) в области скругления пуансона и утолщение на границах вертикальных стенок в пределах 16% (рис. 4, 5)
Анализ диаграммы предельной формуемости (FLD) показывает (рис. 6) показывает, что все точки изделия находятся ниже желтой линии, что говорит об отсутствии риска образования трещин и разрывов, однако в областях оранжевого цвета и в особенности малинового существует вероятность коробления изделия. Его можно увидеть и визуально на вертикальных стенках готового изделия.
Анализ дефектов формы готового изделия
В программе реализована возможность отображения нескольких моментов деформирования на одном поле, в частности для данной ситуации использовались заготовка до извлечения из штамповой оснастки и после пружинения. Эта функция позволяет оценить расстояния между начальным изделием и конечным что необходимо для автоматической корректировки формы штампового инструмента для компенсации пружинения готового изделия.
Картина распределения расстояния между исходным изделием и после пружинения для анизотропного материала Al-Mg5-1,2 мм представлена на рис. 8. Белым фоном представлен корпус после пружинения. Из рисунка видно, что вдоль оси y отклонение стенки от вертикали составляет 0,72 мм (или 1,44 мм конусности), при этом вдоль направления x отклонение стенки практически равно 0, что приводит к образованию эллипсности формы изделия со значением параметра 1,44.
Картина распределения расстояния между исходным изделием и после пружинения для изотропного материала Al-Mg4Si1,2-1,8 мм представлена на рис. 8. Из рисунка видно, что поле расстояний практически равномерно, что характерно для изотропного материала, таким образом, параметр эллипсности практически равен нулю.
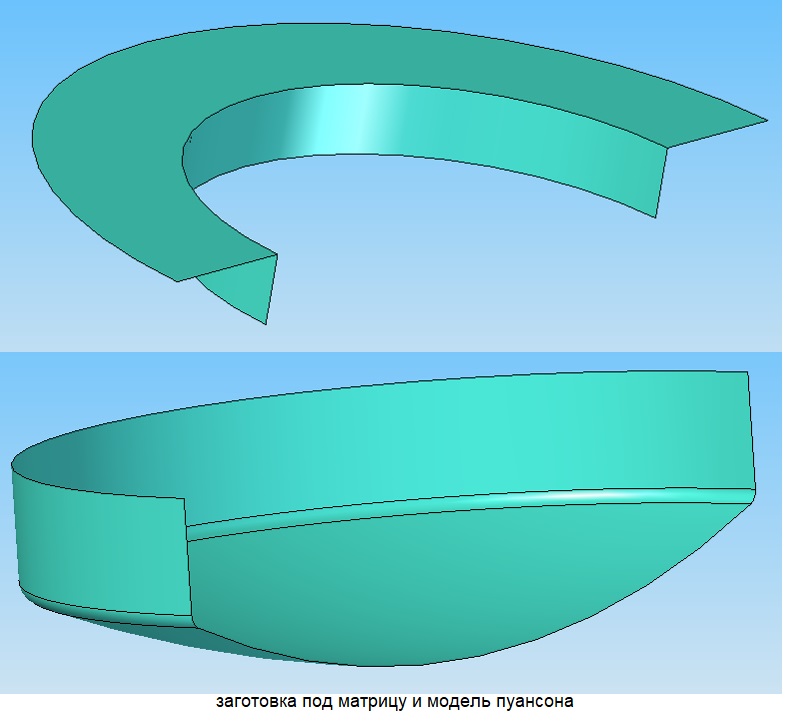
На рис. 10 представлено 2D сечение кожуха, которое наглядно иллюстрирует искажение формы в результате упругой деформации. Величину искажения формы наглядно демонстрирует цветовая гамма и величина цветного поля на сечении.
Как видно из рис. 10 наибольшее значения отклонение формы достигает в области дна кожуха (центральная точка была закреплена при расчете, поэтому не смещалась) и составляет 1,4 мм, т.е. происходит увеличение радиуса сферической части с 385 до 401 мм. При этом вертикальная стенка наиболее сильно отклоняется в верхней части до 1,2 мм, что соответствует значению конусности 2,4 мм.
Отклонение боковой стенки на большей части ее длины составляет 0,6 мм.
Способы борьбы с дефектами формы
Для устранения отклонения формы в конической области кожуха в программе PAM-STAMP реализован специальный механизм решения задачи компенсации пружинения. Для этого используется Die-compensation module – модуль коррекции поверхности штампа для компенсации пружинения (входит в комплект PAM-STAMP). Данный модуль, получая данные смещения металла при пружинении, автоматически корректирует форму гравюры штампа для компесации отдачи металла. После этого проводится повторный расчет деформации, и данные снова поступают в Die-compensation module, который сравнивает пружинение с допусками формы либо снова проводит изменение гравюры штампа, либо сообщает о достигнутом значении и предлагает специалисту конечно-элементную модель полученного штампа. В любом случае после нескольких итераций Die-compensation module находит оптимальную форму инструмента.
Вследствие того, что компенсация основана на изменении сетки инструмента, то восстановление поверхности производится в iCapp PanelShop.
На выходе получается CAD модель инструмента, которую можно, например, передать на станок ЧПУ для изготовления.
Для исправления искажений формы на вертикальных стенках наиболее оптимально использовать снятие остаточных напряжений. Для этого заготовку нужно подвергнуть термообработке, режимы которой можно подобрать либо вручную, либо с применением специальных программ, как например SYSWELD, которая, как и PAM-STAMP разработана компанией ESI Group.
Выводы
- В программе PAM-STAMP осуществлено моделирование процесса листовой штамповки изделия «Кожух», ЕИЖА.735511.008-02.
- Был рассчитан процесс штамповки и искажения формы детали вследствие пружинения.
- Утонение детали при деформации незначительно и не превышает 5%.
- Имеется тенденция к короблению листового материала в области вертикальных стенок кожуха.
- Рассчитанный параметр нецилиндричности для анизотропного сплава Al-Mg5-1,2 мм составляет 1,44 мм, такое же значение имеет параметр некруглости.
- Для изотропного материала Al-Mg4Si1,2-1,8 мм величина наибольшего отклонения формы составляет 1,41 мм и находится на сферической части близкой к ее границе с цилиндрической. Это приводит к увеличению радиуса сферы с 385 до 401 мм.
- Для исправления дефектов отклонения формы кожуха была использована встроенная в PAM-STAMP функция автоматической модификации штампового инструмента для компенсации эффекта пружинения детали. Были также предложены альтернативные режимы термообработки для снятия остаточных напряжений.